外用药物制剂生产企业由于其剂型的多样性及质量管 理水平的高低不同,需要加强药品生产质量管理规范( goodmanufacture practice of drugs,GMP) 的实施,做到“软硬件并重”,实施高水平日常风险管理,为外用药物制剂高标准的GMP 实施提供保障。外用药物制剂生产企业还存在规模小、生产能力低等问题,在大量资金投入的 2010 年版 GMP改造压力下,生产企业必须理性选择,培养一批生产管理、质量管理精英,提升了制药企业的核心竞争力,以科学振兴制药技术为先导,促进我国外用药物制剂生产企业的国际化进程。
本文针对 GMP 实施的发展策略进行系统论述,通过比较 1998 年版和 2010 年版 GMP 的差异,分析外用药物制剂生产企业在实施 GMP 的基本要求,在 2010 年版 GMP 高标准、高要求的管理作用下,强调质量管理体系中软件和硬件管理的建设,从生产质量管理的各个环节着手,全面提高药品质量。随着 2010 年版 GMP 的实施,对药品生产在管理范围、管理理念及生产质量管理标准等方面均有了显着提升。
从外用药物制剂生产企业实施 GMP 的生产工艺验证、清洁验证软件策略措施等方面分析,结合外用药物制剂生产企业的自身特点及国家实施监督 GMP 准入条件的提高和退出机制的完善,企业应当找准自己的方向,理性对待 GMP 改造,不要盲目实施; 在有效的 GMP 认证准备工作中,制定周密的GMP 改造计划,为高效实施 GMP 做冲刺准备,解放思想,将认证过关的思想转变为全称控制的理念,建立完善的质量保证体系。
1 外用药物制剂的分类
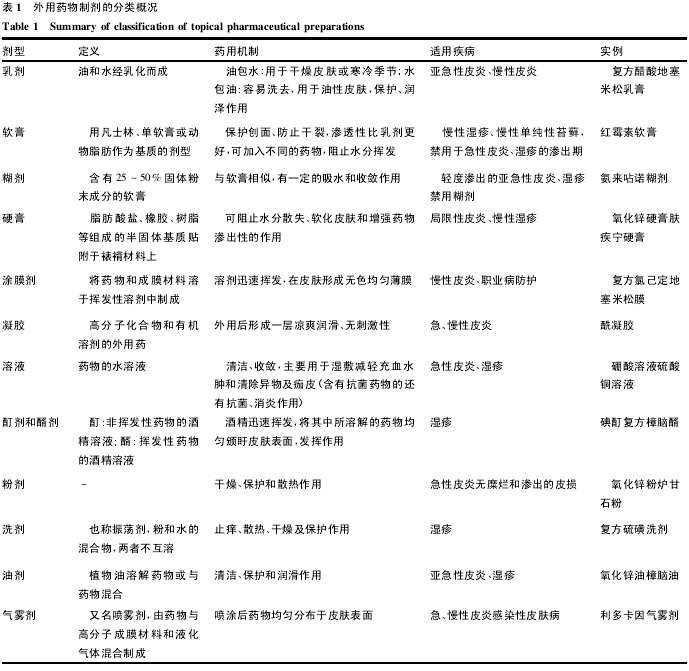
由于外用药物制剂使用较为便捷,可通过局部给药,缓解症状,达到局部治疗作用或经皮吸收达到全身治疗的作用。从广义的角度来看,凡是不经过口服、注射,可直接作用于皮肤、黏膜或腔道的药物; 从狭义的角度上看,规定用于皮肤、黏膜或腔道的药物,同时包装及标签上印有外用药物制剂的标识,统称为外用药物制剂。外用药物制剂囊括了绝大部分剂型,包括一些常用的口服固体制剂,如散剂、片剂等均可外用,说明外用药物制剂具有普遍性和广泛性,见表 1。
2 外用药物制剂生产企业实施 GMP 的要求
与 1998 年版 GMP 相比,2010 年版 GMP 具有较好的科学性和优越性。提出药品 GMP 管理的原则和监管理念,具有指导性、可检查性、可操作性贯穿在药品生产的全部过程;强调了药品 GMP 实施的实事求是原则,重点是“软硬并重”,突出强调了文件管理的重要性和规范性,具有国际GMP 先进理念。外用药物生产企业要符合药品 GMP 的各种规定( 无菌外用制剂除外) ,需满足 2010 年版 GMP 内容中相对较低的要求。
2. 1 结构框架 与 1998 年版 GMP 相比,2010 年版 GMP 增加了条款数量,由 88 条增加至 313 条,并且细化了各项规定,使得规范的结构更加清晰了,增强了规范的可操作性; 新增了质量控制和质量保证,完善了质量管理体系相关条款[2]。
2. 2 GMP 架构与管理 企业的生产管理负责人、质量管理负责人作为“关键人员”开展了职责定位及岗位职责明确。新增质量受权人的职责与权限,并对其资质进行了规定。另对人员培训方面作出了一些更加严格的规定,强调了的独立性监管机构及其职责的特殊性。公司在人员方面必须到位,以保证工作人员的主导因素。
2. 3 物料与产品管理 将 1998 年版的“物料”修订为“物料与产品”,这一表述更加全面、精准。新版 GMP 结束了供应部门单方面或无统一流程进行物料采购的时代,增加了药品标签和说明书上的规定使用。此外,材料的验收、存储、分发和处理尾料需要经特殊明确的条款进行,这表明药品GMP 在保证生产质量方面的重要性日益增加。强调了检测原料和材料供应商审计质量控制的重要性,继续使企业管理标准化,以避免引起个体行为的随意性,避免随意性导致的不利影响。外用药物制剂生产企业应当更加重视这个问题,保证药品生产源头的质量,杜绝一切投机行为。
2. 4 文档管理的原则 文件内容必须与药品生产许可、药品注册等相关要求的内容一致,增加了法定规定条款,所需文件应定期复查、修改,这限制了为了自己方便而变更相关技术文档和其他内容的行为,这种现象更可能发生在外用药物制剂。增加材料的质量标准和成品质量要求等内容,细化了生产过程中批生产记录、工艺规程及包装记录的内容,可避免企业文件中的盲目性和形式主义。
2. 5 生产管理 科学分析了药品生产管理的内涵,特别在包装操作的管理方面,充分体现了控制整个生产过程的系统性和管理系统的完整性。关于采取措施防止污染,并在生产过程和交叉污染的处理方面进行了详细阐述,共有 11 个条款来解释,可进行加强和补充,这些措施应定期检查和评估其适用性和有效性,使操作更加规范化。
2. 6 质量管理 包含质量控制和质量保证。从质量保证、质量目标、质量风险管理和质量控制制度 4 个方面入手,更加丰富了质量管理的内涵,使质量的广度和深度得到提高,并把提高管理的质量作为一个系统概念。变更控制是药品生产和登记的终端,确保质量,防止随性操作。偏差处理是监督企业管理的方法,需要严格执行文件的要求; 产品质量分析评价可促进企业注重产品质量、掌握先进科学方法及丰富内容管理,有助于 GMP 在该公司的贯彻落实。
3 外用药物制剂生产企业实施 GMP 的措施分析
外用药物制剂生产企业在进行药品 GMP 改造中,应充分考虑厂区整体规划和布局,合理设计人和物流通道,减少物流输送的距离,避免交叉污染。根据未来发展及生产要求,适当预留生产空间。外用药物制剂车间的药品 GMP 布局必须依循物和人分流、洁净级别、工艺布局的合理原则。药品 GMP 布局要求具有单独的净化使用室。
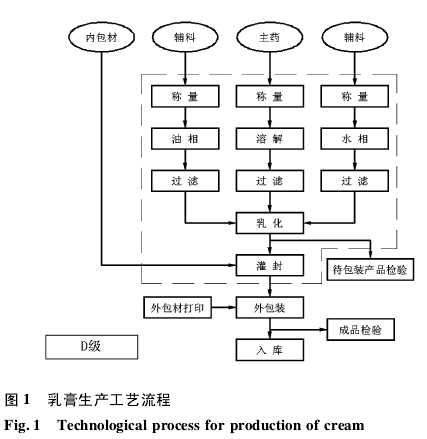
3. 1 生产车间的布局设计应与剂型的生产工艺流程一致[5]工艺布局按药品 GMP 要求,结合项目的实际情况,做到结构紧凑,按工艺流程合理布局,严格分区,生产区分为一般的生产区,D 级洁净区,C 级洁净区,B 级洁净区及局部 A 级洁净区。以乳膏为例,其生产流程见图 1。外包装的清洁和检验等除外,其余区间均必须是洁净的生产区。辅料和原料的外包装经过消毒或清洁后,必须经过气闸室和传递窗才可以放置到原辅料暂存的房间。辅料和原料严格按照生产指令、工艺要求进行精密称定质量后转运配制间,油溶性的处方量原、辅料输送到油相锅进行加热熔融,水溶性的处方量原、辅料输送到水相锅进行加热和溶解,经过筛网的过滤后,通过真空泵将物料吸入真空乳化机内,按工艺要求进行保温。物料通过刮板搅拌、均质乳化、冷却等处理后,转移至产品储罐或周转桶中。产品转移到中间站后,等其冷却和老化后开始抽样送检。各项质量检测指标确认合格后方可放行转入下道工序。
3. 2 生产车间的药品 GMP 布局[6-7]厂房需要根据洁净度进行布局和调整,这与 GMP 标准中提及的改造空调系统有关。2010 年版药品 GMP 提出了更高的要求去引导厂房布局,并调整某些操作的具体环境。外用药物制剂车间的布局,必须要人、物分流,人流和物流必须经过各自的净化通道净化后才可进入洁净区。根据新版 GMP 要求,应不交叉和不混淆地建立洁净区,含有激素软膏的原料配制、称量、搅拌、乳化、灌装等程序,从生产工艺布局角度考虑,必须安排在隔离房间进行。一级和二级更衣室亦有明确区别,以保证更衣后段的静态级别与相应洁净级别相匹配。外用药生产车间洁净区内需要较高标准的间隔,主要用 50 mm 夹芯钢板进行各操作间的装修和布置。
3. 3 空气净化系统 药品 GMP 对洁净区的微生物和悬浮粒子提出了更高要求。空气净化系统由空气处理及过滤构成。过滤器分为初、中、亚高和高效过滤器,使进入洁净区域的空气达到 GMP 规定的洁净级别要求,减少不良物质对产品质量造成的影响,实现空气过滤的目的。激素类和无菌外用药物制剂,如应用于烧伤或严重创伤用药,需要按无菌药品制剂的洁净区级别进行生产。
3. 4 空气净化系统的要求 制造含有激素成份的外用药物时,应严格过滤厂房和生产区间的送风与回风,高效过滤器应该设置在送风口的尾端,中效以上的过滤器应该设置在回风口上端,以净化排风,防止各种产品间的粉尘交叉污染。生产激素类和非激素类的乳膏( 软膏) 时必须将配制、称量、灌封的回风全部排放,以杜绝或防止激素类药物的微粒交叉污染其他的非激素乳膏( 软膏) 。
3. 5 设备更新与改进
2010 年版药品 GMP 对设备未提出太多的要求,但对软件管理和环境洁净度提出了许多要求,这就要求企业必须去提高生产设备的性能。以软膏制备为例,现阶段生产软膏的主要设施为配制和灌封设备,如真空均质乳化机、自动灌封机和自动打包机等。
4 实施 GMP 验证软件策略
在 GMP 实施中,除先进的生产设备及合理的生产布局外,还需要一整套完善的管理制度和一支训练有素的职工队伍,即要求公司管理部门按 GMP 规范组织生产,健全档案制度,按照 GMP 认证中心的要求制定相应的管理软件,严格按照规范进行生产管理,同时对主要员工实行三级培训,持证上岗。
4. 1 管理技术文件 明确人员、物料、产品、生产、质量管理等各方面的职责和分工,推行质量体系的管理模式,以保证全面贯彻、落实到位。
4. 2 实施生产工艺验证软件策略分析 以曲咪新乳膏工艺验证为例。曲咪新乳膏是将主药加至以水相和油相为基质中而制成的水包油型皮肤外用乳剂,生产时间较长,工艺较成熟,产品质量较稳定。根据 2010 年版药品 GMP 的规定,对生产场地进行了改造,改造后需对本品的生产工艺进行重新验证,为证实在现有生产条件下,按现行生产工艺能生产出符合企业内控质量标准的产品,并具有良好的稳定性和重复性,故选取连续生产的 3 批产品进行再验证。此验证涉及的主要工序为配制工序、灌装时限等。验证条件为生产环境和设备要求,厂房达到 D 级洁净标准,洁净厂房空调净化系统经验证合格并正常运行,设备运行、清洁达到了规定的技术指标,纯化水系统经验证合格并正常运行,所有主要设备均经确认并具有相应的标准操作规程,各种计量器具均经校正并在有效期内。
4. 2. 1 配制工序验证 根据工艺规程的要求,按曲咪新乳膏的生产工艺进行配制,每批 1 000 kg,连续配制 3 个批次,生产时按实际操作如实填写各项生产工艺参数,在配制完成出膏约 100,500,900 kg 时从出料口各取 1 个样,化验员按《曲咪新乳膏质量标准及检验标准操作规程》中的标准检测性状、含量,并记录验证情况。温度条件为主药 A 水浴加热并搅拌至溶解完全,80 ~85 ℃保温; 油相加热至 90 ~95 ℃,保温 80 ~85 ℃; 水相加热煮沸,保温90 ~95 ℃; 药液 B 保温在 70 ~75 ℃; 主药 A 和药液 B 加入温度 70 ~75 ℃; 出膏温度 <50 ℃。两相混合均质速度 35 ~ 45 Hz,均质时间 5 min,加入主药速度 40 ~45 Hz,均质时间 4 min。乳化过程中真空度保持 0. 04 ~ 0. 08 MPa。性状为乳剂型基质的乳白色软膏。醋酸曲安奈德标示量 94. 0% ~ 110. 0%,且 3 个不同部位( 前、中、后) 的样品含量 RSD≤3. 0%。
4. 2. 2 灌装时限验证 取 3 批作灌封时限验证。配制完成后,用带塞无菌锥形瓶取样 3 个,每个 200 g,加盖放置在配制间 72,96,120 h 后各抽取 1 个样品送检,按《曲咪新乳膏质量标准及检验标准操作规程》做微生物限度检查及含量检验。《曲咪新乳膏生产工艺规程》要求配好的膏体必须在96 h 内完成灌封。按曲咪新乳膏成品质量标准全项检测,均应达到质量要求。通过生产工艺验证,在现有生产条件下,按现行生产工艺能生产出符合企业内控质量标准的产品,并具有良好的稳定性和重复性。
4. 3 实施清洁验证软件策略分析 以复方醋酸地塞米松乳膏清洁验证为例。生产设备清洁是指从设备表面( 尤其是直接接触药品的内表面及各部件) 去除可见及不可见物质的过程。通过清洁验证确保在换品种时制药器械清洁彻底,不会造成药物残留对药品质量造成影响。比较换品种前后,原、辅料的溶解性。复方醋酸地塞米松乳膏中成分较复杂,清洁的时候要以多成分进行清洁。醋酸地塞米松微溶于水中,故必须用纯化水作为检测物质。残留物质量浓度应≤10mg·L- 1。按清洁标准操作规程清洁、消毒后,按验证方案取样方法取样,各取样点样本活性残留量检测结果均符合可接受标准,微生物限度亦符合要求。该清洁验证方案清晰,目的明确,项目和步骤无漏项,样本检测全部符合标准要求。通过清洁验证,证实激素类乳膏制剂主要生产设备的清洁、消毒的标准操作规程是可行的,清洁效果符合要求,此清洁程序能有效防止污染和交叉污染,保证产品质量。
5 讨论
5. 1 外用药物制剂生产应理性对待 GMP 改造。[9]由于药品 GMP 标准完善了质量控制管理并提高了洁净度级别。2010 年版药品 GMP 对外用药物制剂的修订不大,许多企业仍要进行药品 GMP 的改造,包括各种设备、设施的更新等。
在这种形势下,外用药物制剂生产企业宜结合该行业和药物剂型的特点,理清思路,全盘考虑。企业在 GMP 改造中要有所为有所不为,不能再走多而全的弯路,明确国家实施 GMP的政策和要求。切不可盲目进行 GMP 改造,改造前一定要慎之以慎。外用药物制剂生产企业必须根据自身的状况,在此过渡期内,按照 2010 年版药品 GMP 的要求完善管理系统,建立厂房设施改造方案,以顺利完成 GMP 改造工程。
5. 2 制定 GMP 改造计划 GMP 认证在即,时间紧迫,在有效的 GMP 认证准备工作中,各外用药生产企业应该首先组建以主要领导为首的 GMP 认证领导小组。从厂区的总体布局,考虑周边环境对洁净厂房的污染,健全供水、污水处理系统; 选择与符合医药专业设计资质的单位合作进行 GMP 改造的设计,结合工艺、设备和生产产量等因素合理展开设计,因为洁净区间有效隔离与保障情况,人流、物流通道设计等问题均可能出现失误。
5. 3 利用产品质量风险的降低质量管理的成本 国内大多数企业药品 GMP 的水平较低,有些企业不能充分认识到软件的重要性,甚至认为软件会降低生产效率。在原来文件制定过程中,缺少全员参与和有效交流平台,导致文件存在形式化,与实际不符,可操作性较低。而随着软件管理的完善,形成文件记录的规范化,可保证生产的可追溯性。从质量管理体系的角度去管理药品的生产和质量控制,可减少人为差错、污染,并降低产品质量风险。
5. 4 执行日常生产管理机制,保证生产效率的提高[10]在制药行业日益残酷的市场竞争中,企业需要实现利润的最大化,就要不断提高生产效率。通过日常生产质量管理机制的建立,可提高日常生产质量管理水平,进而实现高效率、高质量、低成本、低风险的目标。
5. 5 加强质量保证体系建设
质量管理系统是保障2010 年版 GMP 在企业中有效实施的重要手段,制药企业要重视管理人员培训和质量保证体系建立,将药品 GMP 认证的工作落实到位,进行全员 GMP 培训,组织所有操作人员和技术人员参与,使 GMP 理论水平提高,使 GMP 作为标准操作规程制定,以带动企业药品 GMP 的实施。
[参考文献]
[1] 严佳,钟桂香,贺全山. 外用制剂及其包装材料研究进展[J]. 中国药业,2010,19( 19) : 86-88.
[2] 赵振学. 辉瑞制药有限公司大连工厂质量管理研究[D]. 大连: 大连理工大学,2005.
[3] 李海剑. 试论以品种为单元的药品 GMP 实施模式[D]. 郑州: 河南大学,2010.





