0 、引言
高端动力部件叶片是先进动力装备中的关键零件,被广泛应用于能源、航空、航天、舰船等机械装备领域。叶片在冷、热加工过程中,其成性质量稳定性与实时控制是实现产业化过程中的重要研究课题,需要进行大量的工艺实验,才能同时保证其成形和成性要求。因此,高端动力部件叶片制造质量的高低也从侧面体现了一个国家机械制造工艺水平的高低,而我国目前在高端动力部件叶片制造质量控制水平相对不高,制约了整个行业高端装备的发展。
文章主要围绕高端动力部件叶片制造过程的特点,通过针对高端动力部件叶片制造工艺检测方法及工艺过程中质量控制多项关键技术研究,总结和分析当前制造过程中主要存在的质量控制问题,提出关键工序与数字化制造控制相结合的质量控制模式,提升企业在高端动力部件叶片制造质量水平,提高高端装备关键零件产业化过程中自主创新能力和核心竞争力,为提升行业产品制造质量水平建立良好的示范作用。
1、 总体思路
与常规零件制造要求相比,高端动力部件叶片成形、成性过程质量控制要求非常高,因此文章将研究以下主要内容:①通过研究叶片制造工艺过程关键工序质量检测控制技术,突破产品检验检测质量控制技术难点;②基于车间制造物联的叶片生产过程数据实时采集方法,重点解决从原材料、棒料、坯料、锻件、成品等不同成形阶段,其成形、成性质量数据(几何尺寸、化学成分、力学性能、高倍金相组织、低倍金相组织标准及检验规范,磁粉、射线、渗透、超声波等无损检测条件及检测数据、热处理、光谱、重频等检测数据)的实时采集与全生命周期质量管理与控制,开发叶片制造过程实时数据管理系统,突破加工过程信息采集技术难点;③建立大型机械叶片为代表的高性能关键零件全生命周期统一信息模型与实时数据库,将产品信息、标准信息、质量信息集成,实现质量数据与控制标准的集成映射,通过研究叶片质量数据与质量标准的映射、集成方法,突破质量数据与标准对照检测技术难点;④开发高端动力部件叶片生产制造数据实时过程管理系统,将数字化质量管理与控制融入制造工艺过程的各个环节并贯穿整个制造系统,实现大型机械叶片制造过程质量的实时控制与保证,通过研究叶片制造过程数据实时管理的集成质量控制技术,突破加工过程中数据异常变化质量控制难点;⑤通过叶片生产过程数据实时管理与质量控制系统开发与应用,解决多品种小批量高端动力部件叶片制造过程中质量控制难点。
2、 技术方案
2.1 建立叶片全生命周期统一信息模型,设计实时数据库系统应用多维视图建模技术,建立以叶片全生命周期统一信息模型,给出以主模型为导向的多维并行建模方法。采用面向对象方法,在建立产品本体的几何本体、技术要求本体、制造标准本体、需求本体以及约束本体的基础上,建立起多维视图建模技术的层次实现结构。
2.2 研究叶片制造过程数据实时采集方法与管理系统。叶片制造与常规零件制造要求不同,除了用各种加工工艺方法直接改变材料和毛坯的尺寸、形状及表面状态,更重要的是改变材料的性质。例如核电大叶片的生产阶段可分为原材料、棒料、坯料、锻件、产品阶段,5 个阶段的工艺要求、成性标准均不同,要求实现分阶段的成性标准控制,每个过程检测数据都要符合质量标准要求,不仅仅看最后阶段检验结果数据。
因此,需要研究基于核电叶片工艺过程数字化的基础上,实时采集工序质量检测数据,并开发质量信息存储、管理系统。其技术路线:
(1)实现机床设备联网,实现数据采集,双向传输通讯,DNC程序集中管理,实现加工程序通过网络化直接传输至数控设备。
(2)应用机床监测采集系统,实现机床数据采集与车间作业实时监控。包括机床加工信息采集、车间工艺管理、车间作业计划管理、工序作业跟踪与信息采集、车间工时收集与绩效以及设备运行监控等。
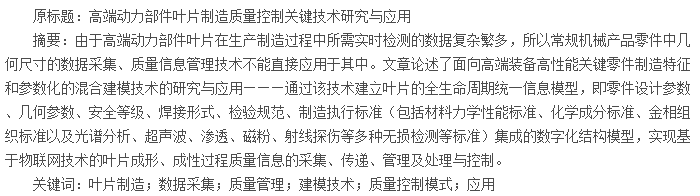
2.2.3 机床数据采集(MDC)数据传输模式确定。模式一:网卡机床直接连接。考虑使用 FTP 模式直接通讯(FANUC 等网卡机床具备此功能),其优点是操作便捷,传输速度快。下一步是需要厘清网卡机床直接连接,如图 1 所示。
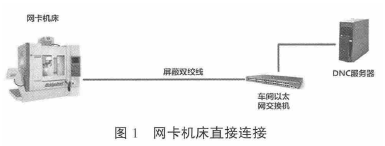
模式二:串口机床连接(个别不具备网卡连接能力的设备使用)。串口机床连接由于其接口形式及协议均无法和车间以太网直接相连,则需在中间加入一个协议转换设备,即单串口服务器。下一步是需要厘清串口机床连接,如图 2 所示。

2.2.4 成性(热加工)过程数据采集方法。叶片在热加工工艺过程中成性数据检测,与机床数据采集不同,这些工序检测有专用检测仪器和设备,包括材料力学性能检测、化学成分检测、金相组织检测、热处理数据、硬度数据、光谱、重量频率、磁粉、渗透、射线、超声波等无损检测数据等,环境数据(某些精密加工等均需要的温湿度、噪声、粉尘、辐射等)等人、机、料、法、环、测各方面的生产数据,则设计相应的接口软件,解决检测数据集成问题。核电叶片生产过程数据要求永久保存,若干年后能可追溯。
2.3 研究基于物联网技术的叶片生产过程实时数据采集管理关键技术
从企业的实际需求出发,通过叶片制造数据实时过程管理来解决企业在制造过程中的瓶颈。将企业的数字化建设结合企业的流程优化和业务重组来进行,以保证信息的流通和业务的顺畅。需要的关键技术有:
(1)支持数字化企业的实时数据库、知识库的建立,特别是知识的表达、学习和推理应用。
(2)软件模块之间、硬件系统之间以及软硬件系统的集成机制和接口的实现。
(3)生产制造实时过程数据采集、数据存储、数据管理、数据分析及数据挖掘技术。
(4)基于物联网生产过程数据实时采集系统构建和生产过程实时数据采集管理应用程序的开发。
2.4 实现基叶片全生命周期统一信息平台与生产过程实时数据管理系统集成
建立叶片生产制造过程管理为核心的 PDM/ERP/MES/TQM与生产过程实时数据管理系统集成,构建企业级的信息集成系统。系统协调运行在企业制造过程的各个环节。TQM 是已开发的一个适合高端装备关键零件制造企业的全面质量管理系统。对于叶片制造的全面质量信息管理来说,由于检验项目较多,检验数据分散,所生成的数据信息量大,企业现有的质量管理无法满足技术人员及时、准确、高效地提取质量信息的要求,也难以对质量数据进行分析,无法将所有质量相关信息加以保存与利用。叶片生产制造数据实时过程管理系统开发,能够提高企业的质量管理能力,从而占领质量竞争的制高点,可以稳定和发展企业在行业中的地位,提高产品质量。
2.5 基于质量信息集成的叶片成性质量智能分析与控制技术
在叶片成性质量数据实时采集及制造过程数据管理系统平台上,研究建立神经网络模型对数据进行分析与处理。
研究基于神经网络模型的控制图模式识别方法,实现基于 SPC的智能工序质量分析诊断。对非结构化、非数字化的工序检测数据,检测结果大多是一段文字描述,所以要建立标准语义模型,通过语义模型解释和语义获取技术提高质量评判的准确率,并应用于控制图的在线、实时模式识别。研究智能控制和预测控制基本理论,在此基础上提出叶片成性质量智能预测控制方法,并建立基于神经网络的智能预测控制模型。
2.6 叶片生产过程实时数据与质量管理集成系统应用示范及产业化
实现数字化企业,企业的信息流能够及时、准确地传递到相应部门,利用相应的软件进行处理,可以从根本上降低企业的成本,提高市场反映能力。数字化企业拥有自己的数字神经,才真正拥有参与激烈的市场竞争的入场券。通过本文的研究与开发,通过信息技术的应用,逐渐演变为数字化企业。实现数字化、集成化,是企业的生存工程。数字化企业的核心竞争力,是强大的新产品开发能力和良好的管理机制,实现企业生产专业化。
3、 关键技术主要创新点
3.1 提出一种面向高端动力部件叶片制造特征和参数化的混合建模技术
高端动力部件叶片异构数据的数字化建模,实现了零件设计参数、几何参数、安全等级、焊接形式、检验规范、制造执行标准(包括材料力学性能标准、化学成分标准、金相组织标准以及光谱分析、超声波、渗透、磁粉、射线探伤等多种无损检测等标准)集成的数字化结构模型,在国内公开发表的中文文献中未见相同的报道;研究和实现了高端装备高性能关键零件制造过程中的材料理化分析、材料金相分析、超声波、渗透、磁粉、射线探伤等多种无损检测、加工制造数据单元的数据采集功能块与接口、检测数据与检测标准的自动分析与质量评判软构件技术,并构建了单元功能软构件库,实现不同企业业务流程重构,在国内公开发表的中文文献中未见相同的报道;研究和开发了基于高端动力部件叶片数字化结构模型的 DFS 平台系统,实现了 CAD/PDM/CAPP/ERP/TQM 的全面集成。项目组通过长期、系统、深入的研究,在面向高端装备高性能关键零件制造信息管理数字化平台系统以及实现 CAD/PDM/CAPP/ERP/TQM全面集成技术方面取得一系列创新性研究成果。
3.2 提出叶片的全生命周期统一信息模型,实现基于物联网
技术的叶片成形、成性过程数据的实时采集与管理方法其先进之处在于:利用多维视图建模技术,研究建立面向叶片全生命周期统一信息模型,应用物联网技术,实现叶片成形、成性质量信息的采集、传递、管理及处理与控制方法研究。可更好地应用于质量规划、质量保障、质量控制、质量问题的分析与质量评价等方面,为高端装备高性能关键零件的成性质量保证提供了一种可行的新方法。
3.3 提出叶片成性质量控制的理论、方法
其先进之处在于:利用成性数据的实时采集与管理,研究基于质量信息集成的智能质量控制技术,采用基于神经网络模型的控制图模式识别方法,实现基于 SPC 的智能工序质量分析诊断系统。对非结构化、非数字化的成性检测数据,提出建立质量标准语义模型,通过语义模型解释和语义获取技术实现计算机辅助质量评判,并应用于控制图的在线实时模式识别,实现零件成形同时成性的质量控制目标,这些研究具有一定的理论和实际应用价值。
3.4 研究开发叶片制造信息管理数字化平台系统,实现基于制造流程质量数据的全面集成
其先进之处在于:研究实现了叶片全生命周期统一信息模型;基于该信息模型集成/内嵌工艺信息管理系统,管理工艺装备、夹具、工模器具和制造标准信息,实现生产过程实时质量信息集成管理。生产制造实时过程数据管理系统使人们更容易实时得到制造过程的信息,从而为产品质量保证和技术创新奠定了良好的基础。
3.5 大型模锻叶片、大型空心叶片制造工艺及制造过程质量控制关键技术
由于高端动力部件叶片制造工艺涉及材料、塑性加工成型工艺、热处理工艺、精密切削加工工艺、表面处理工艺、特种加工工艺等,模锻叶片主要通过材料锻压+热处理+精密机械加工+表面处理+特种工艺完成,因此针对以上关键过程,采用了以下主要创新关键技术:采用了提高条件屈服强度 Rp0.02 的热处理工艺和叶片型面间隙专用检测仪,控制锻造工艺设计差错,提高锻件性能质量,达到国内领先水平。采用了组合式叶片模拟装配测具和测量方法、叶片用夹具和测具进行校验的量具、改进的叶片方箱内径向角度面的通用测具、改良的测量叶片型线弦宽的装置、新型叶片总长检测量具、检测隔板静叶片总长圆锥面的测量装置、新型静叶片型面三坐标检测用装夹工具、双柱塞测频装置、叶片表面缺陷的喷丸检验方法,提高了叶片成品制造过程质量,达到国内领先水平。空心叶片其关键技术是冲压和熔焊成型技术,由于叶片材料是铁素体不锈钢,其线膨胀系数及导热率都很高,而且很容易被空气氧化,焊接过程中很容易变形,叶片的尺寸控制难度较大,在焊接时,这种大横截面的空心叶片的型面受热后很容易变形,对整体机组的装配带来困难,所以采用叶片焊接变形量的检测方法和测量空心工件壁厚的测量仪,控制空心叶片制造质量,达到国际先进水平。
4、 与当前国内外同类研究、同类技术的综合比较
目前国内外在针对常规机械产品零件机械加工几何尺寸的数据采集、质量信息管理,在实现零件机械加工质量信息采集、集成管理与质量控制方面有一定成效,也有成功应用的系统及相关报道。但针对叶片这样的高端装备关键零件成形、成性过程数据实时管理及质量控制系统还未见报道。本技术重点实现了大型机械叶片制造过程质量检测技术、检测数据实时采集、检测数据实时管理与质量分析控制技术并在实际生产应用。实现了大型机械叶片设计参数、工艺参数、检验规范、检验标准(包括力学性能、化学成分、金相组织、光谱分析、超声波探伤、渗透探伤、磁粉探伤、射线探伤、涡流探伤、重量频率、热处理检验等)集成的零件全生命周期统一信息模型,实现了各种检测数据单元的数据采集功能与接口、检测数据与检测标准的自动分析与质量评判软构件技术。
另外,由于叶片成性质量标准数据复杂,远不是常规机械产品零件质量信息只有基本尺寸及上、下偏差控制那样单一,质量数据与质量标准的集成与映射是核心问题。本文通过建立叶片零件全生命周期统一信息模型与实时数据库,将产品信息、标准信息、质量信息集成,实现质量数据与控制标准的集成映射,重点解决叶片从原材料、棒料、坯料、锻件、产品等不同成形阶段,其成形、成性质量数据(几何尺寸、化学成分、力学性能、高倍金相组织、低倍金相组织标准及检验规范,磁粉、射线、渗透、超声波等无损检测条件及检测数据、热处理、光谱、重频等)的实时采集与全生命周期管理,建立叶片成形、成性过程质量数据实时管理、分析与智能控制方法,实现核电叶片成形成性目标,这是目前其他系统所不能实现的。
同时将数字化质量管理融入制造过程的各个环节并贯穿整个制造系统,以实现高端动力部件叶片的数字化制造,制造质量实时控制与保障,文章形成了自主知识产权的软件系统和核心技术,处于国内外领先水平。
5、 结论
文章自主研发的面向高端动力部件叶片制造过程数据实时采集、管理与质量控制技术,提高了企业制造技术水平和工艺创新能力,实现高端动力部件叶片成形、成性质量稳定控制等关键技术,将打破国外大公司在该领域长期技术垄断,提升企业自主创新能力,提高我国高端装备高性能关键零件制造品质,降低高端装备国产化的制造成本,成果为高端装备高性能关键零件制造质量保证和实现基于生产过程的质量信息集成与控制提供了解决方案并成功应用示范。通过该项目的实施,可进一步提高我国高端装备关键零部件的设计、制造水平,为加快吸收和消化高新技术的速度,加快高端装备国产化,促进高新技术的产业化做出较大的贡献,为企业创造更多附加值,为国家增加利税收入,并可以增加更多人的就业机会。作为信息化应用示范企业,将极大地提高企业的社会知名度,为本行业及中小企业树立现代经营管理的形象和成功应用示范。因此,文章产品具有广阔的应用前景和市场潜力,社会效益显著。
参考文献:
[1]杨继生.加强工序过程控制提高叶片制造质量[J].东方电机,2010(5):68-70.
[2]刘道玉,江平宇.面向多工序制造过程的 e-质量控制体系结构研究[J].计算机集成制造系统,2007(4):783-790.
[3]肖士利.数控机床状态数据实时采集与监视系统的研究开发[D].南京:南京航空航天大学,2008.
[4]沈建新,周儒荣.产品全生命周期管理系统框架及关键技术研究[J].南京航空航天大学学报,2003(5):565-571.
[5]陈山.制造企业产品全生命周期管理[J].现代制造工程,2005(12):23-25.
[6]杨清宇,施仁.现场总线和局域网互联技术研究[J].机床与液压,2004(3):91-93.
[7]刘清华,万立,熊体凡,等.基于 PDM 的工艺管理研究[J].中国机械工程,2004(1):34-38.
[8]潘传友,陈幼平,史玉升,等.基于神经网络的智能故障诊断系统的开发研究[J].机械与电子,2001(4):33-36.
[9]李爱平,韩建坤,朱凯影,等.基于神经网络的可重组制造系统质量控制方法研究[J].现代制造工程,2011(2):6-11.





