智能仓储论文第八篇:铝型材智能化仓储的模型设计
摘要:铝合金型材成品储存是每个加工企业必不可少的一个重要环节, 成品仓库的型式、数据管理的信息化程度直接决定了仓库管理运行效率和成本。在对铝合金成品储存的方式进行对比的基础上, 研究并阐述了托盘叠加式的管理设计模型、智能化仓储系统的设计与应用。
关键词:铝合金; 智能化; 储存;
Application of Intelligent Warehousing for Aluminum Profiles
OU Gao-feng
Hunan Zhengang Aluminum Material Co., Ltd.
Abstract:The finished product storage for aluminum alloy profile is the necessary link. The type of finished warehouse and the informatization degree of data management directly determine the operation efficiency and the cost of warehouse management. The storage methods for finished aluminum alloy were compared, and the management design mode of pallet stack and the application of intelligent storage system were expounded in the paper.
0前言
科技发达的今天, 信息化已经高度集成, PLC、传感器、控制器被广泛应用, 智能化的思路、发展方向已深入到每个企业管理者的大脑, 从精益生产、持续改进到简化、优化、数据化、信息化、智能化, 已经开始在各行各业、各个制程环节被广泛研究。本文探讨的是铝合金型材加工行业中, 成品仓储智能化运行管理的设计与应用。
1 不同型式的仓储比较
回顾行业现状, 成品储存的方式都很多, 归纳一下, 主要有以下二大类存方式:第一大类是无托盘的堆放式管理, 其堆放式管理又细分为两种形式: (1) 原始的在地面按产品或客户堆放; (2) 制作货架, 采用两层或三层货架, 将材料按照一定的归类原则直接堆放到货架上。第二大类是有托盘的定置式管理, 其托盘式管理细分为: (1) 有货架式的托盘管理, 又可细分为巷道车和移动叉车两种; (2) 无货架式的托盘叠加式管理。第二大类最大的优点是可实现数据化、信息化、智能化。不同类型存储形式对比分析列表见表1。
表1 不同类型存储形式对比表
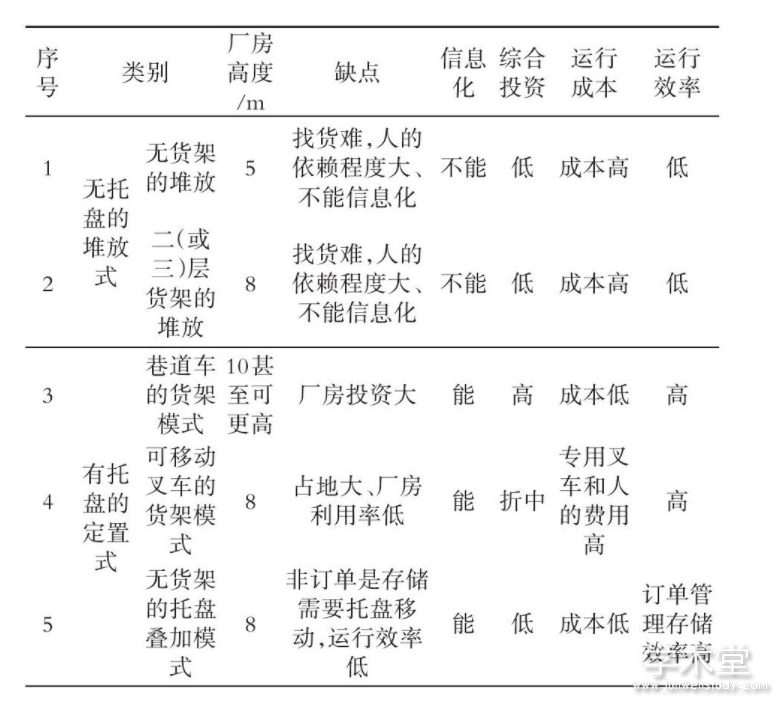
当今现实情况, 由企业主导客户消费的时代慢慢在终结, 满足客户的需求已经逐渐成为每个企业的宗旨, 因此客户的需求基本上是定制化的订单, 企业生产过程也是围绕客户交单组织生产, 因此每个企业对客户的产品需求基本上是按照订单组织生产、订单管理的方式。从表1可以看出, 在订单管理的当下, 第5种储存的仓库管理模式具有一定的优势, 这种型式的仓库储存管理模式将大有可为。
2 智能化仓储的模型设计
2.1 设计与布局
2.1.1 厂房的布局设计
叠加托盘式储存对厂房有一定的要求, 高度满足叠加托盘高度和机械手的安全运行空间。以标准的托盘高度为基础, 厂房行车梁标高一般可达5.5m, 纵向每跨宽度根据型材长度6m和排数量 (按2排运行效率较高) 的乘积基础上增加3~4m, 可以多跨。厂房横向总长度一般控制在200m以内, 每跨机械手数量可按每90~100m配置一台机械手。
2.1.2 库位的布局设计
混凝土地面需要做水平一致性的调整, 误差精度3cm。为确保水平精度控制, 一次性混凝土地面难以达到, 因此一般采用100的槽钢或工字钢二次调水平, 水平控制的目的是便于机械手在抓取托盘时能准确定位。每个企业可根据自己的发货点需要, 规划出货通道。通道采用固定在地面可调节高度的带滚轮式的链条输送滚道, 一般每40m设计一条输送滚道。同时规划入库位置, 通过横向的输送链条与纵向的输送滚道驳接, 打通横向入库点到仓库的纵向出货的输送通道, 回库输送滚道根据企业的需要是否布局做设计。每跨区域库位设计, 横向根据机械手运行安全空间, 通过软件系统控制横向摆放托盘的间距。纵向叠加托盘, 托盘叠加最大层数可以通过软件系统设置, 根据效率思想的设计, 有可能需要不出货的托盘移动到另外一个位置, 因此最大层数设置为六层。
仓储平面的布局规划通过软件系统将针对仓库存储的库位、输送滚道自动设计, 并完全展示到电脑屏幕上, 类似于仓库的工艺平面布局图。电脑屏幕显示的布局图通过浏览器直观可视、可拖动。因此每个企业仓库厂房的规格有差异。这种系统的开发可以说是私人定制式的, 但内部逻辑、系统算法是一致的。
2.1.3 托盘的设计
托盘是产品和机械手的桥梁, 托盘的设计必须根据机械手运行小车的挂钩、起升高度来定制。托盘在设计时需要重点关注的尺寸有:托盘横向挂槽的长度、纵向挂槽的宽度以及竖向挂槽的高度。托盘示意图见图1。
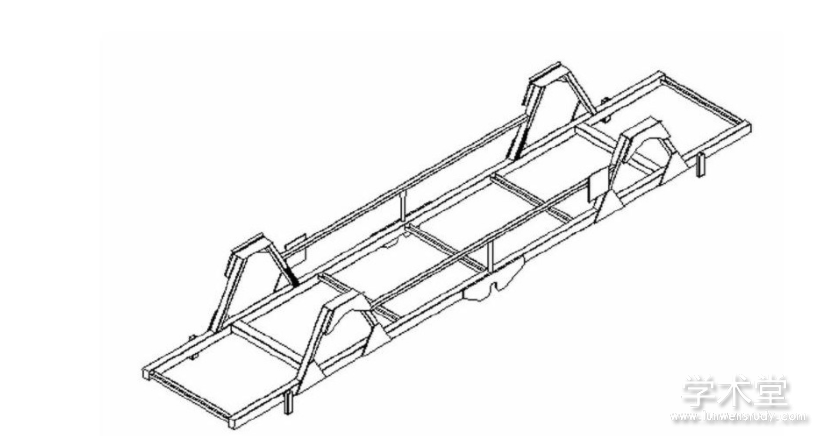
图1 托盘示意图
2.1.4 定位的设计思想
入库点、输送滚道所有机械手抓取点、松开点都设置电感式接近开关和机械限位, 通过接近开关反馈信号控制托盘前进的减速、停止动作。机械定位采用气缸和机械装置卡槽、导向槽来实现。机械手的小车定位也是相同的, 大车定位采用光反射反馈信号测距定位, 确保大车抓取托盘的准确性。
2.2 系统运行的模式
系统采用PLC编程与位置编程数据库结合的模式, 利用驱动与服务器, 以及集成数据库管理服务, 对面向PLC的通讯进行管理, 通过这些软件包和PLC中的软件系统, 实现数据指令与机械运行动作的互动。
2.3 功能模块设计
2.3.1 储存产品数据对接方式
2.3.1. 1 有ERP系统企业的数据对接
有品牌并具一定规模化的企业实施了企业资源管理系统ERP, 产品的信息化数据在ERP系统里有完整的订单、生产的数据流, 信息化数据均储存在了ERP数据库。一般情况下, 是ERP把数据流写入到仓库储存指定的数据表里, 储存数据完整与ERP对接。
2.3.1. 2 无ERP系统企业的数据对接
无ERP系统的企业, 仓库储存系统需要开通人工录入的数据界面。由于录入的信息较多, 具备部分生产数据信息化的企业, 在开发人工录入数据界面时, 通过访问生产数据信息化储存的服务器数据库, 实现大部分的数据转换存储, 大大减少数据的录入量。为防止出错, 录入端口设置在成品包装点, 输出具有托盘号、订单、生产信息的完整入库数据单, 以便仓库管理人员核对确认。核对出错误信息, 既可以返回到前端录入点进行修改, 也可以在仓库存储系统直接修正。
2.3.2 入库模块设计
有些企业没有实施包装后的计量, 需要入库前实施称重计量, 称重的基础需要有托盘的注册登记。系统可预先建立好托盘的编号及对应的净重, 称重信息化是另外一个系统。仓库软件系统服务器开通一级数据库以便对接托盘注册数据, 针对需要在产品入库前计量的情况, 入库点需要设置满托盘 (含产品) 的称重计量, 通过托盘扫描获取托盘编号。称重获取的数据, 经人工确认后, 系统自动通过算法计算出托盘里产品的总重量, 然后通过具体某个断面理论重量在占总理论重量的比例, 分解实际总重量, 存取到某一托盘下某个断面的重量, 实现产品计量的过程。
经过计量的托盘放到入库输送带, 作业人员发送入库指令, 服务器把入库指令发送到PLC控制器, 系统优化计算, 按就近优先的原则分配库位, 输送带将托盘送到服务器分配的指定位置对应的点, 然后机械手按指令将托盘拾取、存放到指定位置。
通过系统控制, 可锁定或解锁存放区域、修改叠加层数, 还可以实现入库的订单化管理模式, 将订单号相同的托盘叠加到同一区域, 这种模式将大幅度提高出货效率, 但仓库的库容减小。因此企业要根据自己的仓储规划, 在确保运行效率的同时, 尽可能高效利用仓库的库容。
2.3.3 出库模块
出库的指令来源有两种方式, 一是对接有ERP发货指令, 客户名作为总指令, 订单号作为二级指令。当ERP系统发送指令后, 仓储系统通过优化计算, 找出客户名、订单号下的全部托盘编号, 系统自动生成一个出货列表。当系统同时接受多个托盘出库指令时, 系统指挥机械手以排队流程方式开展批量作业;二是通过系统查询客户发货订单编号, 找到对应的托盘号, 人工输入托盘出库指令完成发货动作。无论是哪种发货指令, 都会按照订单编号打印出库指令单, 供发货点作业人员确认。
系统指令输入确认即生效, 可以通过删除未执行的指令结束任务。在入库点、出库点均设置计算机, 并网, 均可实现输入、删除出库指令控制, 灵活方便。
出库计量的设计是在条码扫描和称重确认后才会以无线方式传输数据。没有注册的空托盘, 通过一次扫描、称重确认动作即就完成托盘注册。若已经是注册过的托盘, 可以通过称重的新数据与原注册的净重数据比较, 根据数据差异的标准值系统自动判断决定是否更新服务器的数据。
出库重量的核对, 尽管托盘在入库时记录了实际重量数据, 往往我们还在发货时进行一次发货称重。发货称重可能存在两种情况:一种是托盘里的产品一次性发完;另一种是产品发一部分, 另一部分需要回库。回库的重量根据原重量和发货部分实际称出的实际重量进行计算, 回库产品的重量明细按照入库总重分解算法计算成回库产品某个断面的总重量。订单发货完毕, 反馈发货清单表, 清单表里累计发货总重量, 以供核对、确认。
2.3.4 优先模式
机械手作业方式就两种:一种是入库模式, 另一种是出库模式。客户可以根据工作的轻重缓急, 随时切换优先模式。铝型材行业的特点, 例如, 夜晚一般不会发货, 夜晚某些时段可以切换到入库优先模式。
2.3.5 故障描述
系统半自动、全自动运行过程, 全程记录出现故障的信息记录, 便于管理者查看、改进。
3 运行效果
3.1 运行效率
(1) 排队作业运行的功能, 运行效率大幅度提高, 尤其是订单化管理的产品。
(2) 回库功能的设计, 使系统不但更加适用于订单化管理的产品, 同样也适用于非订单式管理的产品。
(3) 优先模式的设计, 使作业设置灵活;而精准定位装置的设计让运行更加可靠。
3.2 运行成本
(1) 托盘叠加式的智能化仓储模式, 厂房投入小, 库容量大。
(2) 实现内部无人化作业, 设备可以在黑暗的夜晚安静运行。
点击查看>>智能仓储论文(优秀论文8篇)其他文章




