1 引言
在经济全球化的今天,市场竞争越来越激烈,不断变化的市场环境给企业带来了巨大的压力,所以对于像 F 公司这样完全流水线生产模式的企业来说,生产线的生产能力和平衡性就显得非常重要,而企业通常用平衡率这一量化的指标来评价一条生产线平衡性的高低,生产线平衡率的高低又决定着生产能力的大小。所以在流水线生产的模式下,如何提高生产线的平衡率,减少浪费,实现同步化生产显得尤为重要。
通过对企业生产现场的调研发现,生产线上存在好多不合理的地方,导致了较低的生产线平衡率,降低了生产线应有的生产能力,企业为了完成订单,不断的增加人力和生产线,加大了企业的生产成本,大大降低了企业的净利润。因此,急需对生产线进行改善,提高生产线的生产能力,降低企业的生产成本。本文根据企业生产现场中对生产线的实际调研和分析,结合企业生产产品的自身特点,针对 F 公司某条生产线中工序节拍不平衡和饱和度低的现状,运用基础工业工程中的各种方法来平衡生产线,通过对平衡前与平衡后的相关参数分析表明,所提出的改善方案大大提高了生产线的平衡率,提高了生产效率和经济效益,提高了 F 公司的竞争力.
2 生产线平衡的概述
生产线平衡(又称工序同期化)就是对生产的全部工序进行均衡化,调整作业负荷,以使各作业时间尽可能采用相近的技术手段与方法。生产线平衡决定如何将设备和人员等生产资源分配到各个工作站并使工序的工作地与作业人员数量最少。生产线平衡的目标是使分配到各个工作站的作业所需时间大致相等.随着工业工程影响的深入,越来越多的企业开始关注工业工程的力量,也出现了很多关于应用工业工程技术解决生产中实际问题的研究着作,而且大量实践也证明工业工程方法的实用性和有效性。本文将运用工业工程的方法对生产线进行平衡改善。
生产线平衡的一个很重要的评价指标是生产线平衡率。
平衡率是用于衡量流程中各工作站节拍符合度的一个综合比值,其计算公式如下:【1】
平衡损失率 =1- 平衡率其中,C.T(Cycle Time)指生产线中耗时最长的作业工序的作业时间,称之为周期时间.并且生产线的生产能力也是由 C.T 决定的。即:【2】

本文引用式(2)只是为了说明问题,为了方便起见,下面在计算生产线的产量时只计算理想状态下的理论产量,设定工时利用率和产品良率都为 1.
生产线平衡率越高,生产线的产能越大,生产效率越高。
如果各个工作站的作业时间完全相等,则是一条完全平衡的生产线;这时,由于线上各活动同步进行,实现了工人和设备的最大利用,工作流极为顺畅。企业只有不断地追求生产线平衡才有可能在投入很少成本的情况下更好的满足客户的要求,实现人员和设备的充分利用.
在研究生产线平衡的过程中为了能够尽快地找到生产线中的瓶颈工位,从而有目的的优化生产线使之达到平衡和满足客户需求,需要引进一个作业时间作为平衡生产线各个工作站作业时间的参考,我们称为节拍(Takt Time)(简称“TT”),节拍反映了生产线或生产设备满足相应客户需求生产所耗费的时间。【3】

节拍的单位为秒(s),通过节拍的确定能够帮助企业更好的实现将客户需求和生产速率同步的目标.
3 对 F 公司某条生产线的研究
3.1 生产线的现状
F 公司主要从事电脑中各种连接器的生产,其客户主要为苹果、惠普、戴尔、华硕、东芝等世界知名电脑厂商。本文选取其中的一条生产线进行具体的研究,该生产线所生产的产品是用于连接 NotebookM/B 和 LCDPanel,传输数字,控制信号、电源以及接地信号。客户对本产品需求量大,每天大约为7.35K,该生产线实行三班制生产,每班每天大约要生产 2.45K件产品。
该生产线共有 28 道工序,采用的是产品原则布置方式,产品原则布置又称流水线布置,适用于少品种、大批量的生产方式。按产品原则布置的优点是:产品产出率高,单位产品成本低;布置符合工艺过程,物流顺畅,上下工序衔接;在制品少,生产周期短;物料搬运工作量少,对工人的技能要求不高,易于培训;生产计划简单,可使用专用设备。但这样布置也有缺点:相对投资大;重复作业单调乏味;生产线生产单件产品的速度取决于作业时间最长的工序.
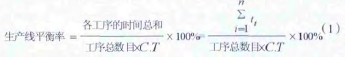
(1)产品装配工艺流程。由于该生产线产出品的装配工序较多,所以装配工艺十分复杂,目前状态下,该流水线具体的产品装配工艺流程如图 1 所示。【图1】
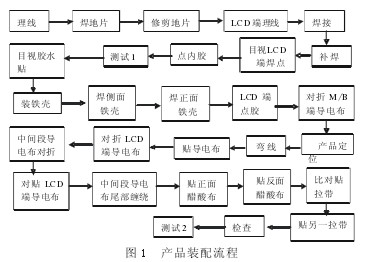
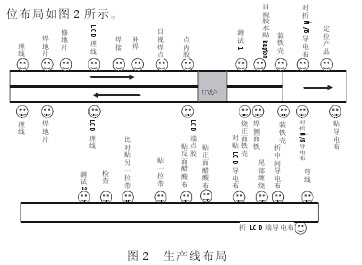
(2)生产线布局。生产流水线上作业人员的分布情况和工位布局如图 2 所示。【图2】
(3)各个工序所需的作业时间。对生产线上每个工序采用秒表测时法,得到当前各个工序作业时间见表 1.【表1】

3.2 对生产线的分析
(1)生产线的各项指标计算。生产线的理论生产能力是由生产过程中作业时间较长的工序所决定的,由表 1 可知,此生产线的周期时间 C.T 为 19.675s,由此可得生产线在理想状态下的理论产量。【4】

由此可见,该生产线的生产能力严重不足,根本无法满足客户的需求;生产线急需得到改善,降低产品加工的周期时间,提高生产能力,迎合市场需求。
根据客户的实际需求和每班作业人员工作的总时间,计算出在满足客户总需求的情况下的生产线的节拍。
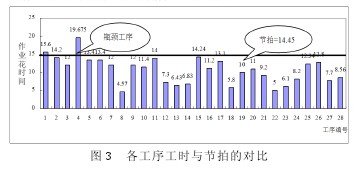
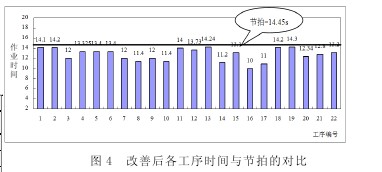
节拍 =35 400s/2 450 个 =14.45s由节拍时间和各工序所需作业时间可得直方图 3,各工序的作业时间与节拍的差别情况一目了然。
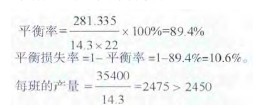
根据各工位的实际作业时间和周期时间计算得出该生产线的平衡率如下:【5】
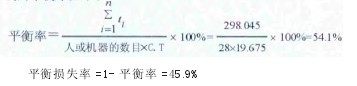
通过图 3 可看出各工序作业时间差别很大,并且都与节拍时间极不符合,生产过程中还存在着明显的瓶颈工序,致使生产线的平衡率很低;因此生产线上所有的机器和作业人员都不能得到合理充分的利用,浪费了大量的人力、物力,阻碍着生产能力的提升,制约着公司的经济效益,作业流水线的现状急需得到改善,以提高生产线的平衡率。【图3】
(2)生产线不合理现象分析。经过对生产线作业流程中各项数据的收集、整理、计算和分析,可以很明显的发现产品生产流程中存在的不足和急需改善的地方。具体现象如下:①该流水线现有 33 人 / 班,生产线长度是 20m,人员位置布局不合理,在生产线的后半段,人员单列排列导致生产线过长,浪费作业现场空间。②产品经过点外胶和 UV 炉烘干这两道工序后,不是经传送带送往下一个工作站,而是由作业人员步行把产品送过去,人员走动的距离远,活动范围大,造成了严重的人员疲劳和动作的浪费,并且人员大幅度的走动还导致作业现场的混乱,甚至导致作业现场发生危险事故。③由于从 UV炉烘干之后产品是被作业人员走动送过去的,所以对折 M/B端导电布工作站的作业人员有等待的现象,造成大量的时间浪费。④产品生产过程中的理线、焊地片、LCD 端理线等工作站的作业人员频繁伸臂,容易疲劳,动作多余浪费,不符合动作经济原则。⑤生产线中 LCD 端点胶工作站的工作人员形成“孤岛”作业,妨碍了生产线的流畅性,也影响了流水线的产能。⑥产品生产加工过程中,焊地片、理线、端点焊等工作站的产品不良率较高。⑦点内外胶,焊正、侧面铁盒,贴正、反面酸布、导电布尾部缠绕、检查、测试 2 等工序的作业时间和节拍差别较大,不符合生产线平衡的原则要求。造成了大量的人力、物力的闲置浪费。⑧生产加工过程中的理线工位是该流水线的瓶颈工位.
4 平衡生产线的改善过程
通过对生产线不合理现象的分析,运用基础工业工程的相关方法,基于动作经济原则、“ECRS”原则和时间研究等相关方法和技术对生产线进行平衡改善,具体的改善措施如下:
(1)运用“ECRS”原则将某些工作站合并。①将贴正面醋酸布和贴反面醋酸布两道工序合并,把取放动作变为翻转动作减少操作人员的工作疲劳度,合并后工时为 14.3s,节省一人,改善后人员和机器设备的有效利用率明显提高。②将贴LCD 端导电布和中间段导电布尾部缠绕两工作站合并,合并后工作时间变为 14.2s,减少一名作业人员,合并后该工作站人员利用率大大提高,减少了作业人员和机器的空闲时间,将浪费控制到最少。③把比对作业交给检验人员做,工作时间为12.34s,由测试 2 的工作人员贴拉带,其工时变为 13.2s,给作业人员合理分配了工作任务,节约了作业时间,减少了作业人员的数量,降低了产品加工的成本。④将贴导电布于治具板上和贴小双面胶工序与弯线两道工序合并由一个作业人员操作,其工时变为 13.1s,节省员工数量,降低人力成本。⑤将焊侧面铁壳和焊正面铁壳两工作站合并,将捆绑产品于板子上的作业交由装铁壳的人员做,合并后其工时为 13.73s,节省一人,提高了人员的利用率。⑥产品经过点外胶工序后点 LCD 端点胶的人员等待产品被烘干后,起身步行把产品送到对折M/B 端导电布工作站处,空手回来,浪费人力,耽误时间,产品迂回流动,所以合并点内胶和点 LCD 端点胶两个工作站由一个作业人员操作,原先捆绑产品于板上的作业交给装铁壳的人员做,重排其作业位置,减少作业人员,提高作业人员的有效利用率,消除步行移动和等待的浪费,作业现场更加干净、畅通.
(2)流水线上修剪地片工作站的作业人员的操作不合理,存在动作浪费。改善前作业人员使用剪刀修剪地片,对其进行双手操作分析发现,左手从右手拿产品属于动作浪费,并且作业人员用剪刀修剪地片经常出现剪的过多的现象,严重的影响了产品的质量,人员也易疲劳。改善后采用专用的切地片机器裁切,减少双手操作的动作,降低作业人员的劳动强度和产品的不良率,产品质量得到进一步提高。
(3)瓶颈工序 LCD 端理线工作站的工时为 19.675s,与节拍差距太大、严重不符,为了满足客户的需求,现将其工作站的放端子于治具上的作业交给目视工序的人员做,减少其作业时间,由 19.675s 降为 13.325s,消除瓶颈工序,提高流水线的生产能力。
(4)在理线工作站,作业人员需要撕掉透明胶带,但产品是每 20pcs 被捆在一块,所以相邻产品被胶带粘在一起很难分开,同时把它们分开的过程中很容易损坏产品。为了更好的保护产品,降低不良率,在产品被送到工作站之前就把产品放入专用托盘,且每个产品被分别放入单独的小格.
(5)对于理线工作站,由原来的用尖针来理线换成由圆而粗的工具理线,这样就会减少产品的损坏数量,降低产品的不良率。
(6)对理线工序的作业人员进行双手作业分析见表 2.
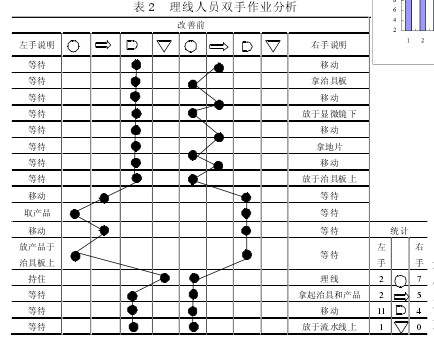
从表 2 可以看出,理线工作站的作业人员左手的等待动作较多,属于浪费的行为。因此要改善作业人员的作业意识和方法,充分利用双手作业,减少等待的现象,节省作业时间.合理分配双手作业动作后,双手作业的分析见表 3.
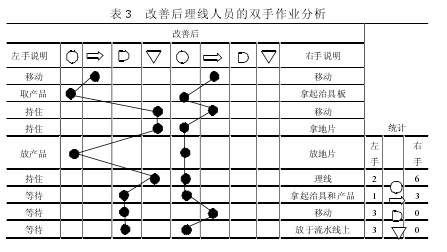
从改善后的双手作业分析可以看出,作业人员的双手等待的现象明显减少,相应的作业时间也由15.6s 降为 14.1s,消除了瓶颈现象.
5 改善效果评价
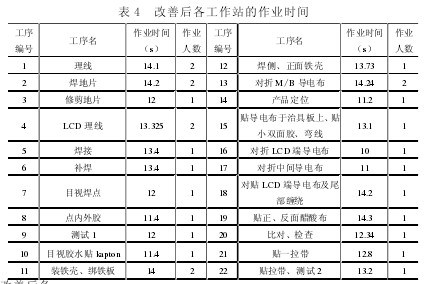
根据改善方案对生产线进行平衡优化之后,生产线由原来的 28 个工作站减少到 22 个;作业人数由原来的 33 人 / 班变为现在的 27 人 / 班,改善后流水线上各个工作站的作业时间和人员分配见表 4.改善后各工作站所用时间的对比如图 4 所示。经过改善之后,生产线得到合理的布局,人员分配更加有效合理,消除了瓶颈工序,改善方案实施后,具体的流水线布局如图 5 所示。
改善后,生产线的平衡率为:【6】
改善前后生产线各项指标对比见表 5.
改善后作业人员大大减少;生产线上工作站数量缩减,明显缩短了生产线的长度;各个工作站的作业人员和设备的利用率显着提高;单个产品的加工周期大幅度缩短,生产线的产能大大提高,能够充分满足市场需求;产品不良率显着降低,生产线平衡率大幅度提高。由此证明对生产线进行平衡的改善方案是合理的、有效的、可行的。在不增加任何投入的情况下,可以运用基础工业工程的相关方法和技术对生产线进行平衡改善,来实现降低成本,提高效率和产品质量的目的。【表5】

6 结论与展望
生产线的平衡是提高企业生产能力的关键,生产线上一个或几个瓶颈工位往往影响了整条生产线的产量。因而消除瓶颈工位和作业过程中许多不必要的浪费,提高生产线生产能力是企业关注的核心问题.本文应用工业工程的工作研究基本技术从作业浪费分析、工序作业内容调整、人员优化配置等方面解决生产线的生产平衡问题,提高了生产线的平衡率,降低了企业的总体成本,提高了企业的生产能力和经济效益。通过对此生产线平衡的改善,为其它生产线以及其它企业生产线的改善打下了基础,并提供了可借鉴的经验。但生产线的平衡是个不断改善的过程,一切先进的理念和方法都可以为生产线平衡所使用。更进一步的生产线平衡的改善要考虑如何将关于生产线平衡的研究方法与企业的实际应用有机的结合起来.
[参考文献]
[1]沈晓来。应用 IE 技术优化手机包装盒生产线的研究[J].包装工程,2013,(1):95-99.
[2]宋小双。基干 IE 理论的 LY 公司生产线平衡改善研究[D].成都:西南交通大学,2010.
[3]曹伟华,梁艳。工业工程技术在纵梁钻孔生产线平衡改善中的应用[J].汽车工艺与材料,2009,(1):7-13.
[4]高广章。生产线的平衡及优化方法研究[D].长春:吉林大学,2004.
[5]黄玉真,张则强,胡俊毅。工业工程在某车辆段检修生产系统优化中的应用[J].价值工程,2011,30(26)。
[6]易树平,郭伏。基础工业工程[M].北京:机械工业出版社,2007.
[7]李琴,李泽蓉,卿馨予,文忠波。工作研究在装配生产线改善中的应用[J].现代制造工程,2011,(6):93-96.
[8]王丽芳。基于工业工程的空气过滤器装配线改进研究[D].太原:山西大学,2011.
[9]吴正彬。基于 IE 方法的客车生产现场改善研究[D].上海:上海交通大学,2009.
[10]容芷君,张国军,钱欣。基于 MOD 法的产线工艺平衡率改进[J].物流工程与管理,2011,(4):66-70.
[11]石宇强。基于 IE 的生产线改善研究[J].机械制造,2009,47(535):59.
[12]曾敏刚,李双。电源适配器生产现场改善与装配线平衡[J].工业工程,2010,13(4):122.
[13]王慧。基于精益生产的装配流水线平衡研究与应用[D].合肥:合肥工业大学,2007.





