����������ʿ�����ſ���������״�����ڵ��������
����(һ)��ʿ�����ż��
������ʿ���Ƽ�������̨��躣�Ƽ������ڴ�½�˰�ĸ��¿Ƽ���ҵ����1998��������Ͷ�ʽ�������,���Ź�ģ��ʵ��Ѹ��׳��,�����ޡ����ޡ�ŷ�ȵ�ӵ��200����ӹ�˾����פ����,ӵ��100����Ա����ȫ��ͻ�Ⱥ2012�꾻����Լ31. 62����Ԫ����Ʒ�㷺������ԡ�ͨѶ�����ѵ��ӡ���λ���ݡ������������ͨ·���������������Դ���²��Ͽ���Ӧ�õȶ����ҵ����������10���۸��й��ڵ���ҵ���� 200ǿ����,����8��·�����Ƹ���ȫ��500ǿ(2012���43λ)��
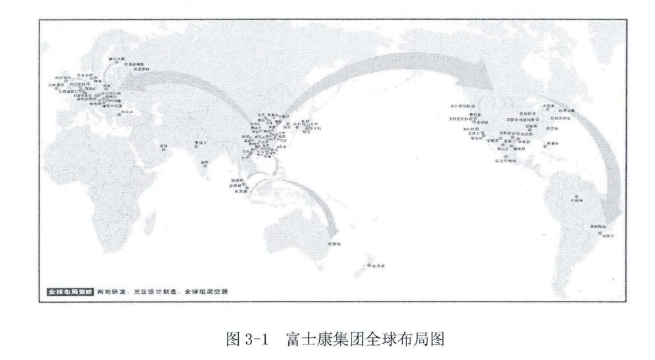
�������̴�½,�˳�ȫ��,����Ƽ���Ͷ�ʲ���,�����˹��ʻ����·�չ��Ӫ��ҵ������ʿ�������ڴ�½�ѳ����� 30����Ƽ���ҵ,����Ҳ��ʮ����ӹ�˾,��ʿ������ȫ����ͼ3-1�������ڳ���,��ʿ��������������“������һ����”,����Ʒ�����з����ġ�����չʾ����Աѵ�����ġ�ģ�����켼���з����ġ��²���������Դ�з����ġ����豸���Զ��������з����ļ��²�Ʒ���Ի���,�ڳ�����,�γ��Ծ���������������ͨѶ�����Һ����ʾ������ͨ�豸���������뵼���豸�����������Ȳ�ҵ������Ӧ���ۺ���ϵ,�ٽ������ҵ�ṹ�Ż����������ڻ�Ȱ������,������ͨѶ�����ѵ��ӡ������㡢���Ƽ�������������ŷ�������ܻ����������Ƽ��ȹǸɲ�ҵ,Ϊ���÷�չ���ͿƼ������춯�ܡ�
����������������,�ص㷢չ����ģ�ߡ��Զ����豸��þ���Ͻ������㲿���������ģ�顢�����ֻ���ƽ����ԡ������Ķ�����,����“�в�����”��“������”���ҷ�չս��ʵʩ��ͬʱ��ŷ�ޡ��������������ϱ��������з���������������Ӧ��ά����ݵ�,������Կͻ���ȫ��λ��������ķ�������1��
����
������ʿ��������“�ٶȡ�Ʒ�ʡ����������ԡ��ɱ�����ȫ”Ϊ���ľ�����,�ڿƼ������ҵ������,��ȫ���쵼���̽�ɳ��ڲ������ˡ����¹�˾��ͨ��IS09001: 2000��IS014001����֤,��ȫ��������ʵ��ҵ����뻷������(SER)��
����Ϊ��ʱ����ͻ�����,��ռ�г��Ȼ�,���Ŵ���������“�����з�������������졢ȫ����װ����”�Ŀ�����ԡ��ڴ���������Ƽ���ת������,���Ž�����Ϊ�������������ȫ������Ҫ�ĿƼ���˾,������껹������չͨ·ó����ҵ,��ɻ��ֹ�����������㳡���������ڵ������С���ͼ3_2��ʾ,��ʿ�����ŵ����Ӫҵ����ֱ����������2��

����
������ʿ���������ڱ�˰����,�ܲ�����������,������12����ҵȺ,ÿ����ҵȺ�Ŀͻ���������Ʒ�ķ��붼��ͬ,�������ⲻͬ����ҵȺ֮����������������,ÿ����ҵȺ��������3?6�����ȵ���ҵ��������N��ҵȺ�ķ�չ�ڸ�ʿ����������Ϊʵ��,��������2002��,�̶�ʮ��������ҵ����λ���ڸ���ҵȺ֮�ס�N��ҵȺ��3����ҵ��,��Ҫ����ͨѶ�����Ʒ,Cable Modem��STB��Wireless��XDSL����Ϸ������ӡ��������������������ֻ�������ͨѶ��Ʒ���з�����������ʿ�����Ŵ�Ϊԭʼ�豸������OEM ( Original EquipmentManufacturer)�ṩ��������Ͳ�Ʒ��ط����һ���ӽ����������N��ҵȺȴ����ԭʼ���������ODM (Original Design Manufacturer)Ϊ������Ҫ�ͻ���C��T��M��N�ȡ���ģ�������ֻ�����ͥ���ء�IP/Cable�����С�4G LTE��WiFiģ�顢IP Phone������ն��豸���²�Ʒ��������Ƚ��A�з����������,����ģ�����͡���ѹ��ѹ�����������Ӧ��רҵ�������������������ˮƽ,�������������С����������豸��ADSL��WiFiģ�顢IP Phone��ODM��Ʒ���г�ռ���������һ��N��ҵȺ�Ŀ�������Ϊ��ʿ�����ſ������ķ���ꡢ��ͷ��,��������ҵȺ������������Ч��N��ҵȺ�Ĺ��������Ա�����Ҫ�Ƕ�N��ҵȺ�Ŀ�������չ���о�������Ľ�����,����Ӱ�����ʿ�����ŵĿ������IJ��ԸĽ���
����(��)��ʿ�����Ź�Ӧ���ϸ�ְ�ܲ��ŵ�ҵ�����̸���
����1����ʿ��������֯�ܹ�
����
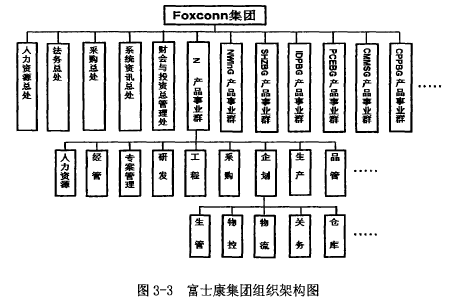
������ʿ�����ŵ���֯�ܹ���ͼ3-3��ʾ��ͬ�����������ҵһ��,��ʿ�������������Ŵ�ͳ��ְ������֯�ṹģʽ����3��
����
����2����ְ�ܲ��ŵ�ҵ�����̼��
������ʿ�����Ÿ���ҵȺ��ְ�ܲ��Ż��ֺ�ϸ,������Ҫ������5�����������ص�ְ�ܲ��ŵ�ҵ�����̽��в���:�����з���ר���������ɹ����������������Լ��ֿ������
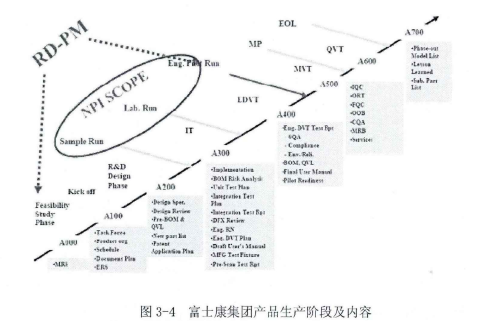
����(1)�����з�(RD, Research Design)�����з�����Ϊ������:���������з��顢Ӳ�������з����Լ����������з��顣�з�����ʦ���տͻ���Ҫ��,�����²�Ʒ���з������,��PCB����,ԭ��ͼ���,���������,����ͼ���;��ʿ�����Ų�Ʒ�ӵ��뵽�ս��辭��7����,��A000��A700,A000�ǶԲ�Ʒ��������,A100��Ʒkick-off��,A200��Ʒ�з���ƽ�,A300��Ʒ�Բ���,A400��Ʒ���ܷ���(Lab)��,A500������,A600��ƷEOL(End of Life)��,��Ʒ������������,A700��Ʒ�ս�/��̭��,�������ͼ3-4��Ʒ�����������ݡ���A400֮ǰ��Ʒ������,���ܼ���,�����ɫ�ȼ�Ʒ������,�з�����ʦ�ἰʱ��ͻ���ͨ,����ʦ��������Լ�������뽨��,��ͬ���Ʒ�����⡣
�����з�����ʦ���踺���ƷBOM (Bill of Material)��������;Ԫ����ѡ������֤;����BOM������������Լ�����ͼά����SAPϵͳ;Э����������,���Ӳ����Ʊ�д;�ṩ���Է���;�²�Ʒ����(New Product Introduction,NPI)���ĸ�����ȷ��;������(Master Production,MP)�ṩά��,���Եȷ��漼��֧�֡���4��
����
����(2)ר������(PM,ProjectManager)ר��������Ҫ�����ӿͻ��볧�ڵĴ��ڡ�
�����Կͻ�����˵,�ͻ���ÿ��һ��PM�����µ�13������Ԥ��,������������,�ͻ��븻ʿ�����ŵĺ�Լ�г��˶������ݱ��밴ʱ���������,��ʿ�����Ż���������ͻ��ڵ����ڵ��������¸��¶�����30%;ȡ�������������ʱ,�ͻ�ֻ�Զ������ݸ���,����Ҫ��ʿ�����Ű�һ�����ۿ�����������,���ϴ������һ��ͻ�����6�������Ҹ�����,��ȻҲ�����ϼ��궼�������Ĵ��ϡ�PM������ǰ������Ԥ����������ȷ��,�����ݿͻ�Ҫ���Ų�Ʒ���������������ϸ��ͻ�,�����쳣��ʱ��ͻ�����,���ٳ���ֱ�������ͻ�HUB��,�Լ�Ӧ���˿�ĸ��ٺ��쳣������
�����Գ��ڶ���,��������²�Ʒ��ƵĽ����뵼���Լ�����������ʱ��Ʒ���������,�������µ�����Ԥ�����������ܲ���(����������)�����ܶ�������,ͨ��SAPMRP��չ�����ϵ���������,�Ա����ܿ�����,ኹ��¶������������ϡ��ͻ�ȡ��������EOL��ECN ((Engineering Change Notice)ʱ�������Ĵ������ϴ����Լ����ڲ�Ʒ�쳣�������ټ���ز��ŶԿ��ߴ�����
����(3)�ɹ�����(BM,Buyer Management)��ʿ�����Ų�Ʒ���ǵ��Ӳ�Ʒ,�����ϼ�Ʒ�ַ���,��Ʒ�����ٶȿ�,�������ڶ�,ኹ����ڳ�,�Լ��۸����ݵ����ϼ�������,�ɹ�����Ϊ������,������,������,����ϵͳά���鹲���顣������ኹ���������Ҫ��:
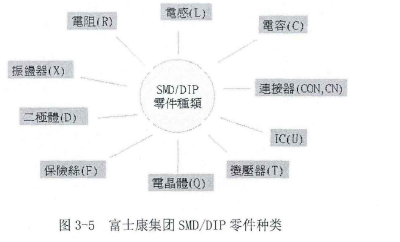
����CPU������ IC��tuner IC��Flash��SDRM��Photo module��EPROM�����������ܡ�������;�������е��ݡ����衢��������PCB����С�����˿����ѹ����Relay��Choke��filter,��,��Щ���ϴֻ����ڱ�����ƬSMT�Ƴ̽Ρ�����׳̵�������ͼ3-5��������������Ҫ�л��ǡ�ֽ�䡢�ʺС���˿�����ޡ���ء�USB�ߡ�Cable����صȰ�װ���ϡ���ʿ�������DZ�˰����,�������ϴӺ���ɹ�,�������ϳ���Ҫ�Ƶ����,�ٴ���۲ֿ��VMI HUB���ϵ�����ҵȺ�IJֿ⡣��װ���ϵĹ�Ӧ�̶��ǵ��ع�Ӧ��,��ַ��������ʿ�����ų�������,·����ԽϽ���ϵͳά��С����Ҫ����SAPϵͳ��ά����Ӧ����Ϣ�������Ҫ������ǰ����(Lead Time, L/T)����С��װ��(Minimum Pack Quantity,MPQ)����С������(Minimum Order Quantity,MOQ )�����ۡ���������(Payment Term )�Լ����������ȡ���5��
����
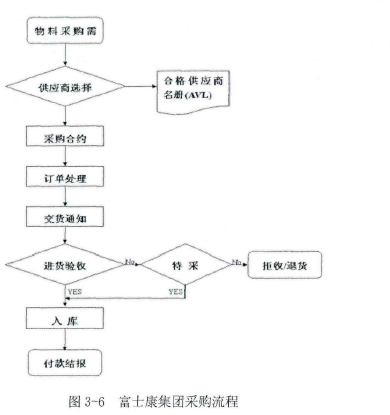
������ʿ�����Ųɹ�������ͼ3-6,�ɹ�ÿ�ܸ���MRP�Ľ��,�����¶���(P0)������Ӧ��,���빩Ӧ��ȷ�����Ͻ���,��ǰ(pullin)���Ƴ�(push out)��ȡ������,δ�����Ķ�������ά��,����Ʒ�����ϴ���,�ᱨ�����Լ��Թ�Ӧ�̵Ĺ���,��ÿ���¶Թ�Ӧ�̼Ƿֿ����֡�ÿ������ѯ���뱨�ۡ���Ӧ�̻����Լ��³��̵���ȡ���6��
����
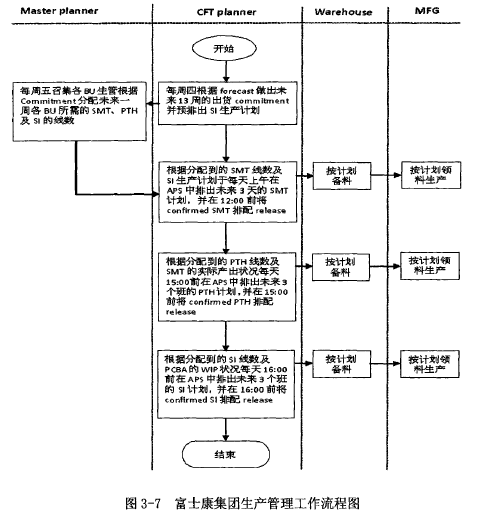
����(4)��������(PC,Product Control)������������PM��ϵͳ���������۹���(Sales Order, SO),������Ʒ��������(Work Order, WO),��ϲɹ�ȷ�ϵĽ�����ÿ�����ų�δ��13�ܵ������ƻ��������������Լ��������,�ƶ��������ƻ�,�����ų�δ��3���SMT (������Ƭ)��PTH (���)�Լ�SI (����װ)�����ƻ��������������踺��Թ�������״���Ĺܿ�,��Ʒ�����Ʒ��WIP����״��������ܿ�,�����ƻ���ִ�н����ƿ�,���ܹ滮��Э���������������ʿ���������������������̾�����ͼ 3-7����7��
��������������λ��Ϊ������,�������������ͷŵĹ��������ȷ��������,�ӷ��ϲ�(Kitting��)��ȡ����������������,������Ƭ����������ԡ���װ����װֱ����Ʒ�������鲿������ϸ��Ʒת���Ʒ�ִ��,�������ų�����
����(5)�ֿ����(WM,Warehouse Management)�ֿ��������Ҫ����������ά�ֲִ������ڹ�����������,��֤�ա������漰�˵���ҵ˳�����С��ֿ���������Ƚ��ȳ�,���˺���;�շ�����,�����ƺ�;�������,��������;��λ����,ÿ���̵�;��������ԭ��ʿ�������������2��ԭ���ϲ�TEC��KWE,��Ҫ���ڹ�Ӧ�̳�������ʱ������ϵĵط�,���ɴ��7��,����7�콫��ȡ�ִ�����;��������������VMI HUB,�������ط��IJֿ���Ҫ�е��������������������������������������˵���������ⲿ��Դ,�����˸�����������רҵ������ʿ�����Ÿ���ҵȺ�IJֿ�һ����һ�����ϲ�,һ�����ϲ�,һ����Ʒ���Լ�һ������Ʒ�֡��ֿ��������Ϊ�ĸ���,���ϿΡ��������Ρ����Ͽμ�����Ρ�
����1.���Ͽ�����Ϻ��ضԳ����IJ���,��ʱ��������������ж��;��ʱ���������ϰ�������ϸ��������;���ջ���ҵ�з��ֵ������쳣ȷ��ʱ֪�������Ա;����IQC����,ȷ������24Сʱ����0K,�������ɨ�����;ά������5S��
����2.�������α��뼰ʱ����������Ϸŵ�ָ����BINλ;ÿ���̵�,��֤����һ��;��ʱ����,��ʱ�뷢�Ͽ���ɽ��Ӷ���;�����豸���̵��뱣��;��ʱ������滷��ָ���Ƿ����Ҫ��;��ʵ��ذ�ȫ����,������ȫ�Ż��Ĺ���������
����3.���Ͽ�ȷ��ݽ����Ϸ�������ҵȺ,�ƶ�������ѧ�����ͼƻ�,�������䳵�����е�������ơ�
����4.����θ���e-VMIϵͳ���ճ����ᱨϵͳ��ҵ;ÿ��ϵͳ���ϵĶ���;ÿ���̵��ƶȵ�ִ���Լ�ÿ�½ᱨ������
���������ת��,�����ת�����Dzִ���Ч�ķ���ָ�ꡣ�����ת����ָһ����������,���ᆳ�������ɴ���ת�ı��ʡ������ת������ʾ��һ��������,���ÿһ��ת��Ҫ������,�����ת����=360��/�����ת�ʡ�
����Ŀǰ�ҹ�������ҵ�Ŀ����ת������,����60���Լռ35%,��Ʒ���ı���ƫ��,Լռ��40%,ԭ���Ͽ����س���50%,�ձ�����ſ��ṹ������,������ҵ�Ŀ����������źܴ���ƿռ䡣
����(��)��ʿ�����ſ���������״
������ʿ���������еĿ�������Ҫ����ABC�����������SAPϵͳ�������Լ����ֲ�ͬ�Ľ���ģʽ��������Ҫ������������Ը�ʿ�����ſ���������״���з���,Ϊ��������ĸĽ��ҳ�ͻ�Ƶ㡣
����1��ABC�����������
������ʿ�����������տͻ�������������,Ȼ���ų�Ʒ����,һ�������,��Ʒ����ڳ�Ʒ�ֿ���һ��,���˿ͻ��ʽ�ͻȻ�����쳣���ƷƷ�ʳ��������Ʒ�Ż�Ѽ��ڲֿ⡣��Ʒ����Լռ�ܿ���18%,ԭ���Ͽ��Լ55%��ԭ���Ͽ����Ȼ���˹ܿص��ص㡣��ʿ���������еĿ����Ʋ�����Ҫ�Ǵ�ͳ��ABC���������,������굼�빩Ӧ�̹������(VMI),�����������,Ŀǰֻ��40%�Ĺ�Ӧ��Ը����VMI��ʽ,���ڼ��ż�����ҵȺ����Ŭ����ȡ��δ��������VMI�Ĺ�Ӧ�̴ﵽ98%��
��������ص���Ʒ���һABC���෨�Ǹ����������ѧ�Һ;���ѧ��������(1848-1923)��80/20�����ƶ���,��ν80/20ԭ��,��˵����20%�����ش���80%�Ľ����ABC���෨�Ƕ�80/20�����һ��Ӧ��,�����ַ���ָ�������Ǹ��ݼ�ֵ��֧������Ҫ�Խ����Ϸ�Ϊ��,һ���,��ռ����60%“80%�ļ�ֵ��Ʒ��ֻ��10%~20%��Ʒ����ΪA��,��ռ���˿��Ʒ��������50%~70%����ƷԼռ��ҵ֧����5%~15%,������Ʒ��ΪC��,��������Ʒ��֮��ľ���B��Ʒ��,����֧��15%~40%���Ʒ��������ͨ����20%��0%��ABC�ķ���û��һ���̶��Ļ��ֱ�,��ҵ�ɸ��������ľ�����������塣ABC�����Ŀ�ľ���Ҫ�Բ�ͬ������Ʒ���������б�Ĺ���,��ȷ�����Ƶ��ɽ��̶ȡ���������Ȩ����������������¼�ȷ��涼������Դ�ռ�ô����ʽ������Ʒ���A������,ʩ���ϸ���������,����ռ�������ʽ�Ĵ���Ʒ���C���������ܼĿ���,��ά�ֽϸߵĿ���Ա���ȱ�ϵķ���,B��������������,�ɰ���������������
������ʿ�������ǰ����۶����Ͻ��з���,����1�����ΪA��,��0. n����֮���ΪB��,0.1�������µ�ȫ��ΪC�ࡣA�����ϲɹ����ڳ�,��BroadcomCPU L/T����189��,���ϵ��۸�,�ɹ��Ѷȴ�,�������϶�������������Ҫ������,ȱ�ٴ�������,�����������С���ʿ�����ŶԴ������Ͽ��ƱȽ��ϸ�,ÿ2�����̵�һ��,����÷����籣����B������ÿ�����̵�һ��,C������ֻ����ÿ����ĩ���̵㡣
��������ABC����������һ,ֻ��һ�����ضԿ��Ʒ����л���,����������Ʒ��ʹ�����ͼ�ֵ,��û�п��ǿ��Ʒ����������ԡ�������ɳ����ϵ�������,�������������ڽ���,����ѹ�������ء�������ʵļ�ֵ������ȫ�������������е���Ҫ�ԡ���Щ���ʼ�ֵ��,����������ȴ����Ҫ������B��C������Ʒ�ַ���,�ܿ�һ��,�̵������,��������ʵ����������Ŀ����,��������ʵ��Ϊ��,Ȼ������ȴ�кܶ�����¼�,���������������,����ͻ��ij���,��������������غ�����������ϸ��»����ٶȿ�,���ڿ���ѹ,��ת�ʵ͵����Ϻ����ױ�ɴ���,�Ӷ���ֵ�����Խ�Щ������ʿ�����Ŵ������ϵĿ��ˮ�Ǵ���,����ѹ���ء�
����
����2��SAPϵͳ�ڸ�ʿ�����ŵ�����
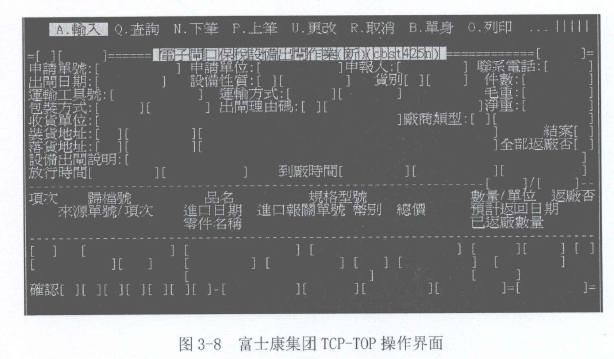
����SAP (Systems Application , Products in Data processing)����Ŀǰȫ������ERP������˾����,������ERP����������,��”��ҵ�����������“�����������ơ�ĿǰSAP��ȫ��������һ��ERP (Enterprise Resources Planning)����,�����������Ƚ��Ĺ���˼��,�������������ơ�R/3��SAP��˾�Է��ļ��ɻ�����ҵ��������,�������ɱ����ʲ������ۡ�ԭ���ϡ�������������������Դ������ά������Ŀ�������������̵���ҵ�������еĻ������ܡ�SAP��R/3ϵͳ���ִ���ҵ�����ļ��������ʹ�����Ʒ����ʿ��������2003�꿪ʼ����¹�SAP��R/3ϵͳ������֮ǰ��ʿ�����Ÿ���ҵȺʹ�õ��Ǹ�ʿ�������Լ��з���TCP-TOPϵͳ����������Ϣ�����й���,��������ʮ�ַ���,����������ͼ3-8��ʾ,��Ҫ�˹�������������������Ϣ,���׳���,�����л���,��Ӧ���ϸ�ģ�������,��ʹ��Ϣ���ټ�ʱ�ش��ݡ���8��
����
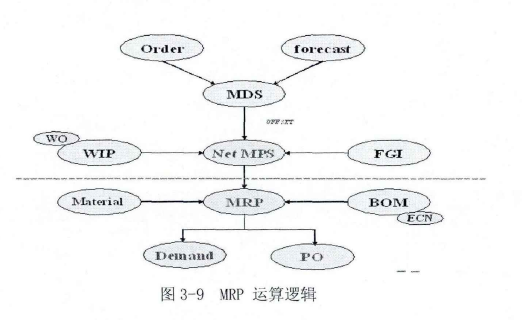
������SAP R/3ϵͳ���ֺ�,��ʿ�����Ż��Ѵ����������䵼�롣ͬʱ��ʿ�����Ž�ϵ������ݽ���(EDI)�����������Ĺ�Ӧ�̹�����վʵ�ж���Ϣ�Ĺ����빲;SAP R/3ϵͳ��ΪHR������Դ����ģ�顢TR����ģ�顢MM���Ϲ���ģ�顢PP�����ƻ�ģ�顢PSר������ģ���13��ģ��,����ģ�黯����ʽ�ṩ��һ����ҵ���ʩ,���е�ģ��������ȫ������Ҫ��ҵ���ܲ����û��뼼����Ӧ�������������γ�һ��������ϵͳ,��������ԡ��������Լ��ɿ��ԡ��������ΪMRPII��������Դ�ƻ�(MRPII)����20����80��������ֵ�,������һ���µ���������˼�롣������MRP�Ļ����Ϸ�չ������һ����ԴЭ��ϵͳ����ͨ�����������ʽ�������Ϣ����,�����������ϵͳ��ϵ��һ��,��ʽ��Ӫ�����������ɹ��������ְ�ܵ�������Ӫ������Ϣϵͳ[27]����������ƻ�(MRP)���������������ƻ�ϵͳ,Դ������20����60��������Ļ���˼���Ǹ��ݲ�Ʒ�����ƻ������Զ����µ��Ƴ�������ϵ�����,Χ������ת����֯������Դ,ʵ�ְ���ʱ����,������˴Ӷ��������������ķֽ����⡣���������ȼƻ�(MPS)��MRPϵͳ������Ҫ����֮һ��MPS�Ƕ��������������ղ�Ʒ������������ʱ��ij���,�ý��ȼƻ��ƶ���ҵ���˹��ͻ�����ʹ�õ������豸�IJɹ���ά��,���ƻ���ԭ���ϲɹ�������������Ӧ���̡��������嵥(BOM)��MRP�Ļ�������Ҫ�ء������嵥�г������һ����Ʒ�����ԭ���ϡ��㲿��������Ͳ���,��ӳ��Ʒ�������ṹ����Ϣ��BOM�ǰ��ղ�Ʒ�ּ��ṹ����װ��α��Ƶ�,����һ����״�ṹ����ʿ�����ŵIJ�ƷBOM��ͨ����������:
����T�ס�M�͵�ס�T����SMT��DIP�Ƴ��е���������,M������װ�ε�����,����ǰ�װ�ε��������ϡ�MRP��������ͼ3-9��ʾ.��9-10��
 ����
����
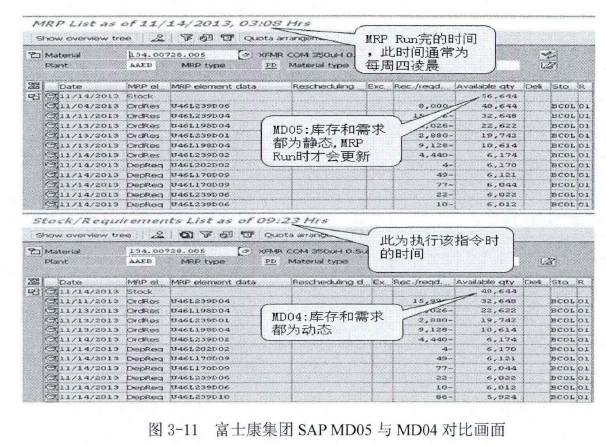
������ʿ������һ��ÿ����24: 00ִ��MRP����,����һ�����MRP���еĽ��,���µ�������PR,�ɹ�����PR����P0,ϵͳ�Զ���P0������Ӧ��,���������ɸ����µ������������������ڴ�ʱSAP��T-code MD05������Ϊ��̬����ֱ��������MRP�ٴ����С�����Ϊ��������ʱ�䶯��,����ֿ�����,��������,ά�����ϵȶ����������״̬�ĸı估�����ı仯,��ʱT-MD04�е����ݾͿ��������ϵ��춯,���������Ƕ�̬��,�Ա�������ܼ�ʱ�˿���������,ʹ��Ϣ����һ�¡�ͼ3-11��SAP MD05��MD04�ĶԱȻ��档��ʿ�������Ϻ�134.00726.005��MD05״̬ʱ���56644pcs,MD04ʱ���ֻ��40644PCS,��һ���ݿ�汻��������,���Ŀ�������ڱ䶯����11��
����
�������ڿͻ���ʱ���ӵļ���,PM�������뵥�����д˲�����������ƻ��ݽ�����,��ͨ��SAPϵͳ�ֹ����г�ƷBOM�Ա�ɹ��ܼ�ʱ������ȱ���ϡ�
������Ӧ�̿�ͨ����ʿ�����ŵĹ�Ӧ�̹�����վWebsite,�õ��ͻ����»��ֵ������Լ����ϵ�����Ҫ�ij���ʱ�䡢�����Լ���Ҫ�յ������¶��������¶����Ƿ���Ҫ��ǰ�������Ƿ�ȡ�����Ƿ��ӳٵ��������ϵ���Ϣ��SAPϵͳ�ṩ������ҵ��ƽ̨,ͼ����ͼ�η��ż����˻�����ʱ�IJ��������ɻ���ҵ����,��Ա���ӷ������ӵĹ����н��ѳ���,����������,�����Ч�ʡ�
������SAPϵͳ�漰�˹�˾��֯�ṹ,ҵ��������������ģʽ�ȹ�˾�ķ�������,����ʵʩ��һ��ӵĹ���,SAPϵͳ��Ȼ�Ƚ�,�����ijɹ�ʵʩ������Ҫ����ȷ��Ӧ������,���õķ�����ָ��,������Ҳ�����ʼ��δ���ĺ��,����MRP������,����Net MDS��ȷ����Ϊǰ��,MDS�����ٷŻ�����ȱ�Ϸ���,��Ż���ɲɹ����µ�,��Ӧ�̶౸��,�����˶��ⲻ��Ҫ�Ŀ�档���һ����Ʒ������Ƚ��ٻ��Ѿ��ӽ�A600��,�������µ����ϵIJ��ֽ���ɴ����,�������Ϲ��ڶ���ֵ��SAPϵͳģ���е���ЩT-Code����ͨ���ֹ���������SAP�е�����,��ɹ��ֹ��µ�,����������������ά��,�����ֹ������������Ǹ���SAP�е��������Թ�����,��Щ�ֹ�����,û����ѭMRP����,������Ϊ������������������ʹSAP�еĿ����������ݷ����仯������Եı仯��
����2008����ͷ���������������һ���ع�����,���������������ɲ�ƷI01L002����3, 218,978NTD�Ĵ��ϡ���������SAP��������������Ŀ��������ڸ�ʿ�����ž�Ȼռ��3. m���ҡ�
������ʿ�����������еĹ�Ӧ����ְ�ܲ��ŵ�ҵ�����̺Ϳ�����������,��ְ�ܲ��ż�ȱ����Ч�Ĺ�ͨ�����,�����۾����Ŷ�������,��Ϣ���ܼ�ʱ��Ч�ش���,���������Լ�,SAPϵͳ�����ݲ���ȫ��ȷ�����е���������ȴ����ȫ����SAPϵͳ����,û������ʵʱ�ල��ѹ�,��ɿ��߾Ӳ���,��ת������,�ʽ�ռ���ʸ�,������Ч����ѭ��ʹ��,�����ʵͶ����ܲ�������ļ�ֵ,���幩Ӧ��Ч�ʵ��¡�
����3�����ֲ�ͬ�Ľ���ģʽ��Ӧ��
������ʿ������Ŀǰ�����ֲ�ͬ�Ľ���ģʽ:������(P0)������VM��JIT�Լ��ڽ���������������VMI��JIT������ڼ����ⲿ��Ӧ�̵Ľ���ģʽ,�ڽ��Ǹ�ʿ�������в�ͬ����ҵȺ֮�������һ��ģʽ,����һ����ҵȺΪ�������ҵȺ�ṩ�����ԭ����,��ҪΪ��Ʒ�Ļ��ǡ������ڽ���������,�����в��ٶ�����
����(1)����������
���������������Ǵ�ͳ�IJ����������в����Ĺ�Ӧģʽ��������������MRP���н�����ϵ�LT������PR (Purchase Request)�ɲɹ�������ת�ɵĶ���,ኹ�������������Ӧ�̡�����������Ӧ����Ϣ��������������������ڡ����ۡ������������������Լ��ͻ���ַ����Ӧ�̸��ݶ����Լ���ʿ������������ں��������Ž�������ʿ��������۲ֿ�TEC,TEC�ջ���,��Ȩ�ͷ���ת������ʿ������,��ʿ�������ٰ�����������������������Ŀǰ��ʿ�����ŵĴݵ��ӹ�Ӧ���ر���A��������ϵĹ�Ӧ�̶�ѡ�������ֱ���������ģʽ����Ҫ���ܴ�ͳ�Ĺ�Ӧ������ģʽӰ�졣������Ϊ����汸���ԼҲֿ�,��������䡣���Ҫȡ��������,��ʿ������ֻ����Cancel Window�ڲ���ȡ������,����ʿ�����žͱ������մ��͡���������֤��,��ʿ������û�취��ǿ��������������Ϳ�档��ͳ�Ĺ���˼��ʹ���Dz�Ը�������η��������Ϣ,ֻ��ע��ǰ����,��Ը�����µĽ���ģʽ����ͳ�Ĺ���ģʽ��Ӧ�����ȶ����ص�Ӱ������ڹ�Ӧ����ʱ�ķ���,����Ҫ�ķ���,���Ϳͻ�������ȡ�
����(2)VMIģʽ
����Ŀǰ����һ��ĵ��ӹ�Ӧ������VMIģʽ,���ǵ��ݡ����衢��С�LED��ת������B��C�����ϵĹ�Ӧ�̡��ڸ�ʿ�����Ź���������VMI HUB,ͨ��������������̩ͨ����������ʿ������ÿһ������һ��ኹ�����������Ӧ��,��SA����,Ҳ�пհ�����ÿ�ܸ�ʿ����������MRP��,��Ӧ�����ݸ�ʿ�����ſ����Ĺ�Ӧ����վ�ϵ�����Ԥ�ⱸԭ����,��3�ܰ�ȫ��档����VMIHUBʱ,��VMI HUB����Ա����ϸ��,������⡣��ʿ�����Ÿ��ݹ�������ͼƻ�����,������ָ���VMI HUB, VMI HUB����ָ���������͵�����ҵȺ�ֿ�,��ʿ�����Ÿ��ֿ��յ������,������Ʊ���뾭�ܶ��ˡ�VMIģʽ�ø�ʿ�����ż��ٶԿ�������Ͷ��,Ϊ��ҵ�����˵ͳɱ�����Ч�ʵĹ����ٶ�,ʵ��Ҫ���л�,��Ҫ�������Ŀ��,������ҵ�������г���Ӧ������VMIHUB����ֻ���ڿͻ��ջ����Ȩ��ת�Ƹ��ͻ�,HUB�еĻ����Ȩ�����ڹ�Ӧ�̡�����ʵʩ������,��������Ԥ��IJ�ȷ,��Ʒ������,������������Ԥ����ʵ�����IJ�ƥ�������,�����Щ��Ʒ���ڲֿ��,���ڲ���,��ɴ��Ϳ�档������Ŀ���VMIHUB�˻ع�Ӧ��ʱ�������������(��ʿ�������DZ�˰����),�ٴ�������ع�Ӧ�̡�������ϢҲ����ʱ���ݹ���,˫�����ζȵ���,������ܴӸ���������������Ӧ���ϵĴ��,ֻ�ǽ����Ӹ�ʿ������ת�Ƹ��˹�Ӧ�̡���ʿ��������Ϊǿ�Ʒ�,��Ը�е�VMI�����,�������Ϲ��̱Ƚ��鷳,������ȥ,���¹�Ӧ�̷�����Ը�ϵ͡�
����(3)jrrģʽ
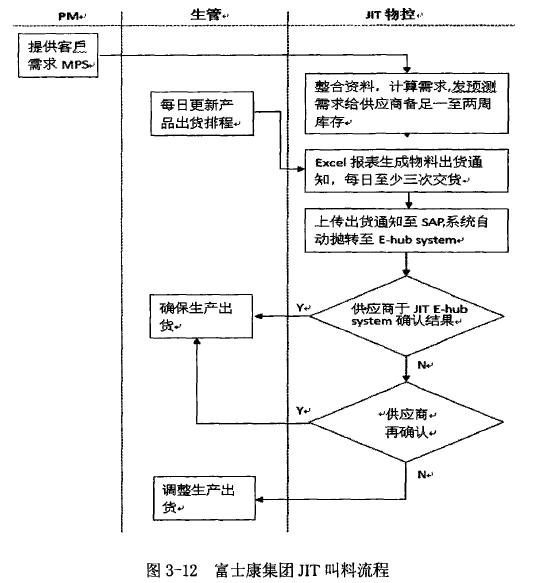
������ʿ�����ŵİ�����ֽ�䡢���ޡ��ʺеȶ���JITģʽ����,�ݰ��������,�ɱ���,����,��Ӧ�̵Ĺ�������С����,�����Ρ�jrr���ϼ��ٲֿ��ռ������������Ĺ���,Ϊ���������Ͳ���Ҫ���˷Ѷ����г����Ľ�,���ٿ����ת,��߲�Ʒ������,ʵ�������Ŀ�ꡣ��ʿ������jn��Աÿ�ܴ���13������Ԥ�����Ӧ�̲��չ˱���,ÿ���ĸ������ܾ���Ľ����ų�,ÿ���°�ǰ����δ��3�����������ƻ�������ǰ�����������,������֪ͨ������Ҫ����������,����֪ͨ���������������������Ŀ�����Ϊ�ϸ�jrr�Ĺ�Ӧ�̵Ĺ���һ�㶼�ڸ�ʿ�����Ź�������,��Ӧ���·�̵�Ҳ����Ҫ1��Сʱ���ҡ�
�����ͽ�����,��ǿ�˵��ȵ���,���������ϵĶ�ȱ���������ͣ��,Ѹ�ٴ����쳣,��߿����ת���Լ��ͻ���Ӧ����ˮƽ��JIT��������ͼ��3-12����12��
����
����(��)��ʿ�����ſ��������ڵ��������
����ͨ�����ĶԸ�ʿ�����ſ��������в��Լ���״�ķ���,���ִ��������Ĵ�����:�����Ʋ��Լ�;��Ʒ�IJ�ͬ������,��������ʩȱʧ;���ڵ�����Ϊ��,ȱ����Ӧ���������;Ա�����ʲβ��,��������ʶ����,SAP�е����ݲ�ȷ,����������µ�������ʱ������,VMI�����������ء�������Ҫ���������������ڵ��������������������
����1�������Ʋ��Լ�
������ͳ�Ŀ��������Դ�������һ����ҵ,���ֲ��˹�Ӧ������˼�롣���ڵ�����ҵ��˵,���ʱ����ҵ���һ�ֿ�����������������ҵ�����в�Ʒ��
��������SAPϵͳ��,��ʿ�����Ŷ����Ϻ�ʱ�µ�,��ʱ��������,��ʱ���䵽�����ߵ�һϵ�����ϵĻ����ͨSAPMRP��ʽ��չ����������ƻ��ġ���������Ʒ��,�������е����϶���ͨ��ͳһ�Ŀ�����,������ABC�������������Ʒ�ķ���û�з�ӳ��ͬ�������ϵIJ�ͬ�����Լ���Ӧ���ա���ʿ�����Ŷ���Ʒ�ķ�����Ҫ�Ǵӵ�������,û�п�������ኹ������ȡ�����ኹ���ǰ���ڡ����ϵ���ġ����ϵ�ͨ���ԡ����Ͻ��ڵĵ��ԡ��������������������Ӱ��ȵ�,�����ڲ�Ʒ�IJ�ͬ������,��������ʩȱʧ,�����������Ϲ������Ź������ϵ��Ѷ�,��ʱ����,���Ӳɹ��ɱ������ɱ�,���һ���ǿȱ�ϵķ���,�ӳ�����������ʱ����������Ļ�ѹ,ʹ����ҵ��Ӧ�����ܳɱ�����,�����˹�Ӧ��������ԡ�
����2����������ʩȱʧ
�������������Թ��ڼ�,�ڲ�Ʒ�IJ�ͬ������,û�п�����������ԡ���Ӧ�����Լ�ͨ����,���¿�������ʩȱʧ,�ڲ�Ʒ���з���ơ�NPI��EOL�����α�����Ϊ���ԡ��ڲ�Ʒ�з���ƽ�,û�п��������ͨ����,������ኹ��Ѷȼ��ɱ��Լ���Ӧ����;NPI��ʱ����Ԥ�ⲻȷ,ţ��ЧӦ����Ƚ�����,�������ηŴ�,��汶��;EOLʱ���ӶԿ��Ĺܿ�,���¶������������,��Ӧ�����������ӡ�
����(1)��Ʒ���ʱû���������ͨ����
�����з�����ʦ�������ǿ��ټ�ʱ���з���Ƴ��ͻ�����IJ�Ʒ���������ѡ��ʱ��ֻ���Ǵ�����Ĺ���,��û��ȥ���Ǵ������������׳̶��Լ�����ͨ���ԡ����ѡ�õ����ֻ�м��ٹ�Ӧ������,�������ۻ��,�����ڻ��ֽ���������ʱ����������ȱ��ͣ�ߵķ���;�»��ֵ����ϼ�����,ȱ��һ������,��Ʒ��������,���������Ͻ��Ѽ��ڲֿ⡣�ڿͻ�������ȡ����ECN���ʱ�����Ҳ������ܾͱ���˴������ϡ�û�в��ñ���,�������˲���Ҫ��Ʒ��������Ӧ�̵�����,������ኹ����ֿ�������Ѷ�,������С���������Ļ���,�Ӵ��˹�Ӧ����,���ˮƽ����,�������ϳɱ������ɱ���
����(2)����Ԥ�ⲻȷ,ţ��ЧӦ��������
��������������Ӧ������ר��HauL.Lee����� ”���������ٷŴ�ԭ��“,����ͨ�׳�֮Ϊ”ţ��ЧӦ“��”����ЧӦ“����������ڹ�Ӧ����Э�����Եġ�
����һ����Ӧ����������Ϣ���ݷ���Ť����Ӧ���ϸ��ڵ�ֻ��ע���Ծֲ���Ŀ�����Ż�,��Ӧ���ͻ����ʧ�������ﵽ��Ӧ�����������������ܶ�ѧ�߶���ţ��ЧӦ���˷����о���Lee��Chen��ѧ���о���ţ��ЧӦ�ij�����5������,����Ԥ�⡢��������ڡ�������������Ӧ��ȱ�ͼ۸�ţ��ЧӦ�ǹ�Ӧ���µĿ��������ص�,����Ǵӿͻ�һ������”^��Ӧ�������Ŵ�,��ɹ���Ŀ��,�����˹�Ӧ�����ɱ�,ʹ�������ƥ��,û��ʵ�ֹ�Ӧ�����������Ϳ���Ŀ�ꡣ�ǵ��͵�“�г�ʧ��”����
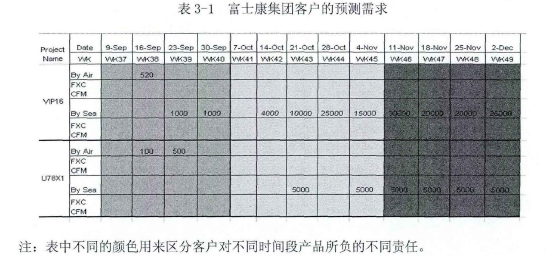
������NPI�εIJ�Ʒ,Ʒ�����ܶ����ȶ�,�����ϼ������ᷢ��ECN���,����Ԥ�����˲Ϣ��䡣�ͻ�һ�㶼�����δ��13�ܵ�����Ԥ��(Forecast),����13�ܵ�������̻ƺ�������ɫ��ʾ,���3-1��ʾ,��������,�ͻ�����ɫ���ݵ�����ȫ������,��ɫ��ֻ����ɹ���ǰ�ڴ���90�������,��һ�㶼ֻ������IC,��Broadcom Chipset, Sigma IC�Լ����ƻ����ϡ���ɫ���ݿͻ������κ�����,������ʿ�����Ųο��費��Ҫ���ϡ��»���ֻ����ɫ���ݸ���
������13�ܵ�����Ԥ���ǿͻ��Դ��²�Ʒ��δ���г������һ�������жϽ��,��ȻҲ������“ţ�Ŵ�ЧӦ”���ܲ�ȷ������Ӱ�졣һ��ؿͻ��õ���ʿ�������Բ�����Ʒ֮��,һ���ͻ��˲���0K,�ͻ����ϴ��Ÿ�ʿ�����Ű��ŵ�һ����������,��ʹ�ͻ�����ʿ�����ŵ�L/T����һ���¡�PMΪ������ͻ���Ҫ��,һ�������ֻҪ��Ʒ���� A100��,Ϊ�˱��ڲɹ������µ�����ԭ����,���ܹ滮����,PM���ͻ��ṩ�����е�Forecast����SAPϵͳ,���Ļ��ֵ�����,���ϵ���ĺ�����,��ͻ�������ǰ����������,PM�Ὣ�ͻ�����ʱ����ǰ,������������,�����VIP1�ͻ�����ͼ3-11,��WK39��WK40�������Ϊ1000pcs,PM ���� SAP ϵͳ������Ϊ:WK37*1200pcs,WK38*1200pcs,��ȿͻ�������Ŵ�20%,����ʱ����ǰ���ܡ�SAPϵͳ����������L/TΪ7��,Ҳ����37�ܵ��������ԭ��������36�ܵ��﹤����һ�����ֵ������м�����,��ͬ�����ϵ�L/T��ͬ,�е���CPU��L/T����259��,�����»��ִ��з�������Ҳ����259��,�����������������ϵ���������¿�汶������13��
����
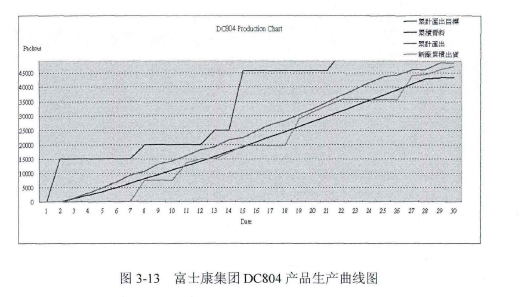
������������Ϊ������ͻ�������������Ԥ����ǰ��������������ϵͳ������,����ͼ3-13 DC804��������ͼ���������,��ɫ���߱�ʾ��������״��,��ɫ���߱�ʾ�ۻ�����,������������ԶԶ���ڳ�������,��ʱ���ߴ�70%���ɼ�����Ŵ�̶�,����ѹ�����ء��ͻ����»��ֵ�����Ԥ��Ҳ��ʧ���ʱ��,�����ڵ�һ����������,�ͻ�ȡ�����е�����Ԥ�Ⲣֻ����ɫ�������ϸ��𡣶������¶�������Ӧ���Ҷ�����ȡ�����ⲿ�����Ͻ���ɴ����,��������eֵ��ͬ����ţ�Ŵ�ЧӦҲ�����ڹ�Ӧ������,��Ӧ����������ȥ��������,��Ԥ��ȱ�ϻ�������ʱ����������ľ����������ߡ����ն˿ͻ�lOOOpcs������,����Ӧ��������ܱ��2000PCS��30()0pcs�����,��˶���ѭ��,ʹ�ù�Ӧ���ϵĿ��߾Ӳ���,ͬʱ��ǿ�˹�Ӧ���ڵ���ҵ�ı˴˲�����,������,�����˹�Ӧ��������Ժ�Ч��,���صĿ����Ͽ�һ����ҵ��2007�긻ʿ������C��ҵȺ�ӵ�I�ͻ����²�Ʒ,����ȫ��λϵͳ��һϵ�в�Ʒ,��ʱԤ���IJ�Ʒǰ���ر������,�ͻ�����������Ԥ���ǵ����²�Ʒÿ�ܵ����ﵽ80KPCS,������Ӫҵ�������֧����Ӫһ���µ���ҵ��P,���Ǹ�ʿ�����Ź����豸,�ܹ��µ�����,Ȼ���µ���ҵ������������3����,�ͻ�����ȫ��ȡ��,���µ������ֿ��ԭ���ϡ����Ʒ����Ʒ�Լ���Ӧ�̼ҵĿ�桢ԭ���ϺͰ��Ʒ����Ȼ�ͻ�һ�����ܾ���ʧ��һ����ҵ��������������,������ʿ�����ŵ��ǻ��Ѽ���ʱ�䶼�ڴ����Ĵ���,ֱ��ȥ������ֵͧ,�������ܼ۵�1�۴���,�������ֻ��г����ⳡ������ʧ����������־���������,����ɵ���ʧ���ˡ���14��
����
����(3)��ƷEOLʱ���ӶԿ��Ĺܿز�Ʒ�������ڴ��·�Ϊ������,�ɳ���,������,�������Լ�˥����,��Ʒ��˥����ʱ,�г���������ֱ��������Ʒ�������ڽ���EOL(End of Life)ʱ,Ϊ�˱����������Ҫ�Ĵ��Ͽ��,��Կͻ�β����������������ϸ�ܿ�,����Ҫ���������ϵİ��Ʒ�Լ�ά����ά��Ʒ����ͳ��,�����ȷ�Ļ���Ҫ�����IJ�Ʒ����,�ٽ�����������ƻ����������������չ����,������MPQ��MOQ��ԭ��,��Щ���ϲɹ�������ڲ�Ʒ�������������Ҫ���ⲿ�����Ͻ��з����ܿ�,��Ҫ�������������,������ϾͲ���Ҫ��������;���������,����ɹ��빩Ӧ����̸,������ɹ��������������,�빩Ӧ�̰�æ�����Բ������ṩ,������ϵ��ܼ۸�С��100RMB�Ļ�,��Ӧ�̶��ᰴ��Ʒ����ṩ����ʿ�����š����������Ĺܿ�,���ٶ�������Ͷ������ϵĻ���,���Ҳ�ڿɿط�Χ�ڡ���ʿ�����ŵĿͻ�һ����ڲ�ƷEOLǰ�����·���֪ͨ,����ҵ�������ӶԿ��Ĺܿ�,��ȫ�հ�ͻ�����,��������ȫ�ɱ���IJ���Ҫ���,��ɿͻ�����ҵ�������š�
����3����Ӧ���������ȱ��
��������ҵ��һ�����ڵ㱻һ���������ӹ�Ӧ��������һ��,�����һ��ϵͳ������Ӧ���ϸ��ڵ���ҵ���Ƕ����ľ���ʵ��,���Ŷ����Ĺ���ʹ���;�ӪĿ�ꡣ
������ЩĿ���빩Ӧ�������Ŀ��û��˿����ϵ,�е������ǶԹ�Ӧ������Ŀ������˸������ͻ����ҵ�ڲ���ְ�ܲ���ͬ���Ǹ��Զ����ĵ�Ԫ,���Ÿ��Ե�KPI(Key Performance Indicators)ָ��Ͳ��ԡ�ҵ����ǿ����Ʒ�����ԡ��߷���ˮƽ�Ͳ�ƷƵ���ı任,���첿�ŵ�Ŀ�����ǹ��ļӹ������еIJ���Ч�����������,���ٱ����ͻ��ߴ���,�ɹ�����Ŀ����������ʱ����,����ĵ������,�����Ź��ĵ���Ͷ�ʺͻر�����ʿ�����Ź�Ӧ����ְ�ܲ��ŵ�KPI��ÿ�괺�ڷż�֮ǰ,��������������һ��,�Բ�ְͬλ�ƶ�������Ӧ��ɵĹ���Ŀ��,������ʱ,���˵Ĺ���ҵ�������趨�Ĺ���Ŀ�����������忼����KPI���������ڽ���������۷�,������ҵ��Ч���˵����������������������,���������趨��Ŀ����ܻ��빩Ӧ������Ŀ�귢��ì�ܡ���ְ�ܲ���Ϊ����ȡ��Դ,Ϊ���������,���������ֶΡ�PMΪ�˴�ɿͻ������,��ϣ���ܵ���Ӧ���������,�ᱨ�����ߵ�����Ԥ��,��ȷ��ӵ�г���Ĺ�Ӧ��������Ԥ�ⲻ������,��ǰ����SAPϵͳ,90%�ij�������ʻ������������ֿ���Ĵ��ۡ��ɹ����Ź�ע���ϵļ۸�,���������µ�,���ϵĽ��ڼ�Ʒ�ʡ�Ϊ����ኹ������ϼ۸�,���������¶�������,ֱ�Ӹ���2nd source,����ܳɱ������IJ���,ԶԶС�ڴ����������Ľ�Ϊ��������ȱ��,��ǰ�µ����ϡ�����Ϊ��Ӧ�Բ��ܽ����Լ���Ʒ�ĵ���������,�������ƻ���ǰ,��Ȼʹ��˾��������Դ����,��������������ѹ���͵���ʱ��Ա������������,��ȴҲ����ҵ���ˮƽ����������
�����ֿ���ϣ����Ʒ�����,�����ⷽ�㡣�����ž�����ȱ����Ч�Ĺ�ͨ����������,���Թ,�����������ж����,ȱ��������Э�������ڵ���ҵ��������,����Ϊ��,û�й�Ӧ���������,ֻҪʵ�ָ��Ե�Ŀ��ͺá����ȱ��Ӧ�е�����,Ϊ�˸��Ե�����,��ϧ������Σ��ת������,��Ҳ��������Ϣ���ܹ��������ǽ�������Ϣ����,Ӱ���˹�Ӧ�������������ȶ���,��Щ���⼰����Ĵ���,ʹ�ù�Ӧ�̴�Ը����VMI����ʽ��������ͬʱ��ҵΪ��Ӧ�����ֲ��ȶ���������뻨�Ѵ����ľ�����ɱ������ְ�ȫ��档ʹ�ù�Ӧ��������ˮƽ�߾Ӳ���,��Ӧ������Ч�ʵ��¡�Ȼ��,ֻ��ʹ��Ӧ���ϵ�������ﵽ���,����ǹ�Ӧ�������ij�����˫Ӯ������Ӯ֮�ơ�
����4����������ʶ����
������ʿ�����Ż��и�����ѵ�γ�,�����½�Ա��,��ʿ�����Ż�ר����֯SAP��ѵ,��Ա�������λ��,��ʵ��ʦ����ͽ��,����Ա��һ��һ���ڸ����ŵĹ���ְ��,������Ա����ѧ�ļ��������̶Ȳ�ͬ,��Ա������������ͬ,����ѵ����ʽ������Ա�����������ߵͲ�һ,����Ҳ�β��,�����о�����״����������Щ���ŵ�KPIָ����δ���ÿ�������Ч����,Ա���Ŀ�������ʶ����,���¶�ኹ�����û��������Ч�ܿ�;PM�����������SAPϵͳ;�ֿ�����δ��ʱ���;�������δ��������,���SAP�еĿ�����ݾ�����ʵ�ﲻ��,����������������ܳ�����ָ��,�Ӿ��˴��Ϳ�档
����(1)�ɹ�����ȱ����Ч�Ĺܿ�
�����ɹ������ܿص�ȱʧ��Ҫ���������ECN��IPQ״̬��������ϸ���ʱ,��Ա��������ʶȱ��,�Ӷ����Ӷ���Щ����״̬ʱ�����ϵĹܿ�,ʹ�ù�Ӧ��������ˮƽ��������Ҫ���������¼�������:
��������,ECNʱኹ������Ĺܿز�Ʒ��NPI��,�������ܺ�Ʒ�ʲ�̫�ȶ�,�ͻ����з�����ʦ�ᾭ�������е�ijЩ�������ECN������������������������Ʒ��������Ļ�,���ǽ����ٲ���˲�Ʒ��MRP����,��潫��Ϊ���͡����ڻ�δ�����Ķ���,�ɹ���û�м�ʱҪ��Ӧ��ȡ��,��Ӧ�̼������֮��������,���Ϳ�潫�����ӡ�����ኹ��ֹ��ǰ����ϵ�����������,���Dz������������Ʒ��BOM�ṹ,һ�������������,���ǾͻὫ�������Ϊ����,û�����з�����ʦȷ���Ƿ��������������Ʒ����Ϊ�������������Ͻ�֮����,��������֪��Ӧ��������ˮƽ����������ʿ�����������ECN��ɵĴ����ԼΪ8.5%��
�������,IPQ״̬ʱ�ɹ������Ĺܿ����״̬һ���Ϊ�ϸ�״̬�Ͳ��ϸ�״̬����ʿ�������ڽ������Ϻŵ���SAPʱ����ϸ�״̬��ΪIPQ (In Process Qualified),��Ʒ�ڽ�������A500ǰ,ϵͳ�б������²�Ʒ������BOM��,BOM����ÿ�����϶��ж�Ӧ���Ϻ�,��Щ�����������ϵͳ�л�����ȫ��ijһ���Խ������ۿͻ���δ�����϶���,��Щ����Ϻų�֮Ϊ�����Ϻš������Ϻ�����Ӧ��������ʱ������ʹ�����²�Ʒ��,���²�Ʒ�IJʺ�,�ͻ�û��ͬ���ʿ�ǰ,�Dz���ʹ�õġ���Ʒ��NPI��,�²�Ʒ������һ�㶼�ѷ���SAP�������Ϻŵ�����ͬ�������PR (purchase request)��
����Ϊ�˷�ֹ�ɹ��µ������������ϻ�JIT����,�з�������SAPϵͳ������ΪIPQ��
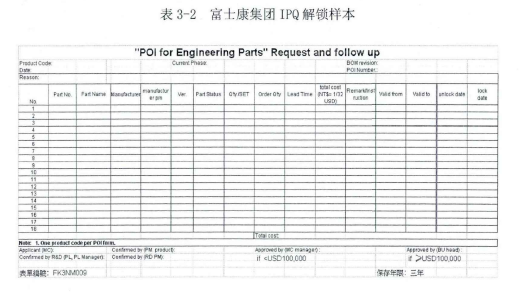
����������LT�ϳ�,������֤0K,ϵͳ��ֻ��ȱ�����ϵ�IPQ����,�ɹ��輰ʱ�µ����ܽ���ȱ�ϵķ��ա�ֻҪMC�������IPQ��������,�������ĻὫ�����Ϊ�ϸ�״̬,�ɹ������µ���IPQ����������ʱ�䡢����������,һ���������Ϊ7��,�������ܱ�ϵͳ�е�PR������,Ҳ����С��ͬʱҪ��ǩRD��PM��MC,�Ա�Դ����Ͻ��ж���ȷ��,����������϶���,����100,000����Ļ���Ҫ��ҵ��������������������3-2ΪIPQ����������ֻҪ�ڽ���״̬,�ɹ��ſ����µ�,���ɹ������������ IPQ������������������,��IPQ������������ԶԶС��PRʱ,�ɹ����¶���������ȫ�������ܲɹ�����,��ʱ����������Ŀ��,Ҫ֪��һ���»��ֵ�������ʱ�䶼�������ӳ١�һ�������ϵ������λ����Ĺ�����ɫ���,�˲��ݵĿ��ͻ��ɴ��Ϳ�档��15��
����
�������,������ϸ���ʱ�ɹ������Ĺܿظ�ʿ�����Ų�ƷBOM�д����϶����������,N��ҵȺҪ��BOM��75%�����϶�Ҫ�������,һ���ɽ���ȱ�ϵĻ���,�����ɻ�������,�Է���Ӧ��¢��,��ʿ�����ſɻ�õͼ۸�ĸ�Ʒ�ʵ�ԭ����,�����˲�Ʒ���ܳɱ�����ʿ�����ŵ��������������ʽ����,һ��������ͬһ��ʿ�������Ϻ��½��в�ͬ�Ĺ�Ӧ��,����SAPϵͳ��,��ʿ�������Ϻ�343. 00194,������,�������ҹ�Ӧ��Molex��Aces,��ʱ�µ�����һ��,Ҫ�Ƚϼ۸����ĵ����Լ�Ʒ����,SAPϵͳ�����÷����ȡ�����һ��������һ����ʿ�������ϺŶ�Ӧһ�ҹ�Ӧ��,SAPϵͳ������һ����ʿ�������Ϻ�Ϊ����,���ܵ�Ϊ�����,���������SAP�в�����˲�Ʒ��MRP����,������ϲ���������,Ҳ�Ͳ������PR�òɹ��µ�����������Ϊ��Ӧ�̼�ľ���,�ɹ�ϣ�����۸�͵�����,��Ϊ����ϵĹ�Ӧ�̻ή�����ϵĵ���,��Ȼ����һ��Ҫ�����ϵļ۸��,��ʱኹ��Ὣԭ�ȵ����ϱ��Ϊ�����,��ԭ�ȵ�����Ͼͻ������϶���ø�ʿ�����Ŷ�������Ϊ����ϵ�������������������ʽ�,����ѹ�ֿ⡣�ɹ������˵������ϵijɱ�,��û���Ǵ����������Ŀ��ɱ��Լ������ɱ�������Զ������������Ͻ�ʡ�ijɱ���
����(2)PM���������MRP�������ɿ���,MRP����ȷ��������MDS����ȷ��������Ϊǰ�ᡣ
���������������������������Net MPS������,��MDSת����Net MPSʱ,SAPϵͳ�л�����Shipping Cut off Date���Դ�ʱ��Ϊ��������ͳ�ƵĽص㡣���縻ʿ�����ŵij�������ͳ�ƵĽص�Ϊÿ����,��ô��������MRPʱ,������ǰ��������PGI (Post Goods Issue)�IJ��ݲ��ٲ���������������,��Ҫ�ֹ��ӿ�ʼ���е������п۳�������һ��������MRP֮ǰ�ij����������������ϵͳ���������ᷢ��PM�˲������ݳ���,û�۳���������,���������š����ⲿ�ݶ�ŵ�������ʵ������������ѳ������ͻ�,�����ⲿ�ݶ�ŵ�����ʱ�����ڵ��ܲ�����ɲɹ��ظ�����,��ش���,���ܿ��������������߹�Ӧ�̽�����������ȫ��ɿ��,�������δ��������,�˲��ݿ������ֻ��ʱ������,���û�д˲��ݿ�潫����˴��ϡ��˲��ݼ������Ὣ��������ռ��,���������Ļ�����������ʱ����,���ֶ���ѭ����ɿ���ۻ�Խ��Խ�ࡣ
����(3)�ֿ�����δ��ʱ���SAPϵͳ�е����Ͽ�������������ϵ��춯����ʱ�仯��ÿ�����ſ���ʱ������������״�����ֿ������ϳ�Ʒ��������תվ,ÿ�������춯��������ǧ�ʡ��ֿ����ݵ�ȷ�Կ��������Ҫ�����á���������ۻ�VMI HUB���ϻ�JIT���Ϲ�Ӧ���ͻ�������,IQC�������,ԭ������Щ������Ҫ��1��Сʱ����⡣������������Ա���,�Կ�������ʶ��ǿ,δ�ܼ�ʱ���������,�е������������,��ȵ�����ʱ�����,���������JIT��Ա�ظ����ϡ�����,���³��ڿ�汶��,�ر���JIT����,�������ռ�òֿ�����ࡣ
����
����(4)�������δ��ʱ���Ϲ������ʱ,�������ϻ���ʣ������,�ⲿ��ʣ����������ΪMOQ������������������ߡ�SAP���ⲿ��������ʾ�ѷ��ϵ��˱ʹ���,������һ�ʹ�������,�����·�����,ֱ���ϱʹ������Ϻ�,�����Ŀ��ſ��ٷ��䵽��һ�ʹ�������������߲���ʱ����,�ɹ�ֻ�����ù�Ӧ�̽��������������������������Ա�Ľ���,�����������ϵ��Dz��ݿ������ױ��ܲ��ƶ���ʧ�������̵�ʱ�Ż��ҳ�,������ʱ�ɹ��ѿ����µ�����������е�����,�ⲿ�ݿ�潫��Զ�ǿ���ˡ�ͬ���������������������ϸ�����,��Ϊ�����,�����������ϳ�������������������Ķ�ȱ��,����ͣ�ߡ����ص�A��������ܿ��ϸ�,��Ŀ����,�����������,�ر����B��C�����ϳ�����Ƶ��,����ijһ����MPQlOKpcs,����ֻ��ҪlOOpcs,�ֿ��ԻᰴMPQlOKpcs����,����һ������������,���������IJ����ۼ������Ŀ����Ŀ�Լ����ɱ�Ҳ�Ǻܿɹ۵ġ�
������������������,���н�����Ϣ���������ݲ�ȷ�Լ������˲�ȷ���ԶԿ���Ӱ�졢�Դ������ϴ����IJ���ʱ,��Щ���Կ��IJ������ݺ��ӡ�
������������,���½���Ҫͨ���Ը�ʿ�����ż���ʿ�����Ź�Ӧ����ְ�ܲ������̵IJ���,��������˸�ʿ���������еĿ����������Լ���ʿ������ERPSAPϵͳ������,����˸�ʿ�����ſ���������״,���Կ�������ԭ�����ϸ�¿۵ķ���,Ϊ���ĶԸ�ʿ�����Ź�Ӧ�������µĿ������Ľ��춨������





