摘 要: 随着制造业的不断发展, 越来越多的工厂使用自动化生产线进而代替人工, 而机械手成为一种执行机构在自动化生产线不可缺少的一部分。因此, 对机械手结构及工作流程、系统气压传动工作原理、控制系统设计进行分析。分析得出:采用PLC和电磁阀对机械手系统进行控制, 能够快速、准确地实现机械手的预定动作, 实现对各个气缸的合理精确控制, 进而实现系统的设计功能。
关键词: PLC; 机械手; 气缸;
Abstract: With the development of manufacturing industry, more and more factories use automatic production line instead of manual, and manipulator becomes an indispensable part of automatic production line. Therefore, the structure and working flow of manipulator, the working principle of pneumatic transmission and the design of control system are analyzed. It is concluded that using PLC and solenoid valve to control the manipulator system can quickly and accurately realize the predetermined action of the manipulator, realize the reasonable and accurate control of each cylinder, and then realize the design function of the system.
Keyword: PLC; manipulator; cylinder;
0、引言
随着中国制造2025的提出, 中国的工业自动化程度向前迈出了一大步。越来越多的工厂开始解放工人的双手, 进而以机械手来取代。机械手一般由执行系统、驱动系统、控制系统和人工智能系统等组成, 主要可完成移动、旋转、抓取等动作[1-3]。
采用PLC控制机械手来实现各种预定的动作, 不仅可以减轻工人的劳动强度、提高生产效率, 而且可以有效提高产品的一致性。本文通过机械手设计实例, 介绍气动技术与PLC控制相结合, 进而实现机电一体化的过程。
1、 机械手结构及工作流程
整个机械手取料系统主要由左右气缸、上下气缸和夹紧气缸组成。左右气缸和上下气缸均为双作用气缸, 安装有2个到位开关传感器;夹紧气缸为单作用气缸, 安装1个到位开关传感器。到位开关传感器的作用为判断气缸是否到达预定位置, 以使机械手取料系统更加安全可靠, 如图1所示。
机械手系统的具体工作流程为:机械手的初始位置为左右气缸处于缩回状态, 上下气缸也处于缩回状态, 夹紧气缸处于松开位置;当按下启动按钮时, 上下气缸伸出, 夹紧气缸到达位置A, 夹紧气缸夹取工件, 上下气缸收缩, 然后左右气缸伸出, 上下气缸伸出, 夹紧气缸夹着工件到达位置B, 夹紧气缸松开工件, 上下气缸缩回, 随后左右气缸缩回, 回到初始位置。至此, 机械手系统完成一个取料周期。其工作流程如图2所示。
2、 系统气压传动工作原理
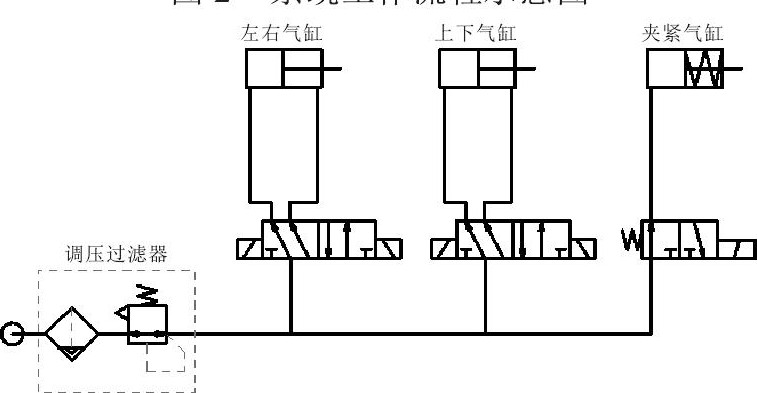
根据机械手的功能, 设计系统的气压传动原理如图3所示, 其中控制左右气缸和上下气缸的电磁阀采用两位五通电磁阀, 夹紧气缸采用两位三通电磁阀。气源采用普通空压机气源, 气源处理原件选用调压过滤器, 以去除压力空气中的水分, 调节压力范围为0.5~0.7 MPa。
图1 机械手结构示意图
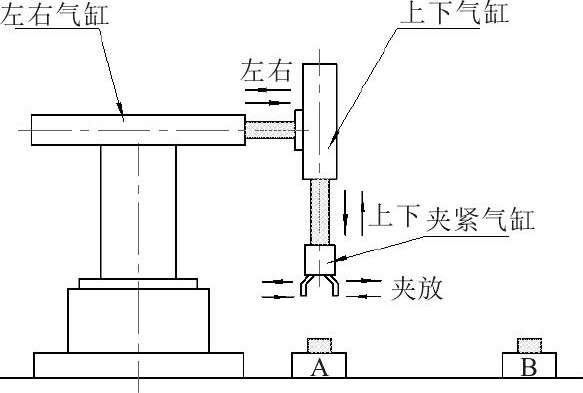
图2 系统工作流程示意图
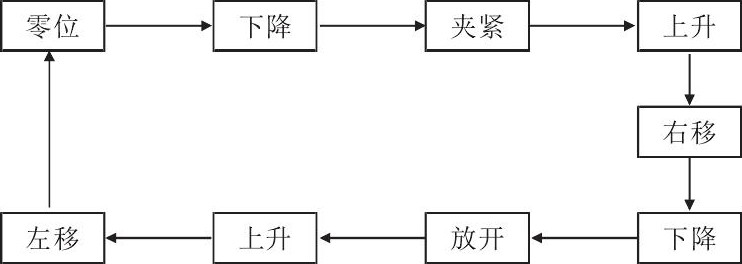
图3 气压传动系统原理图
3、 控制系统设计
3.1、 控制系统硬件设计
整个系统主要由气缸、电磁阀、传感器、PLC和触摸屏组成, 系统结构如下页图4所示。
根据前文设计, 系统一共有5个到位传感器, 因此PLC的输入点数应为5个传感器点位加2个工作台有无物料的光电传感器点位和启动、停止、急停和复位按钮点位, 共计11个输入点位;PLC输出点数应为3个气缸电磁阀输出点位加启动、停止、急停、以及A、B两位置物料指示灯的输出点位, 共计8个点位;另外需要预留部分输入输出点位以供系统后期扩展。由此可知, 西门子S7-200系列的PLC即可满足系统控制要求[4]。
图4 系统结构示意图
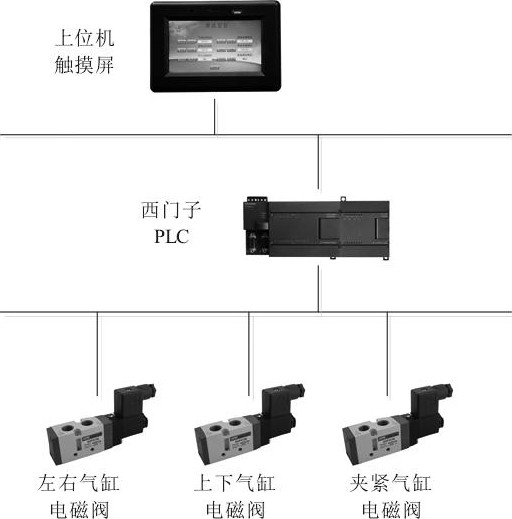
整个系统设计两个通信接口, 其中一个与PC机相连, 负责程序的编写与下载, 另一个与触摸屏相连。在目前的工业设备中, 触摸屏具有参数设置、设备监控与控制、设备报警等功能, 使用十分方便。
3.2、 PLC程序编写
程序编写设计主要包括手动程序设计, 停止、急停、复位、报警等程序设计和自动运行程序设计[5]。
1) 为满足设备的调试、维护等需求, 要求系统可以对各个气缸进行单步控制, 相应的手动控制按钮可以设置在触摸屏界面上。
2) 为满足设备的正常安全运行, 需要设置有停止、急停、故障报警等功能。当按下停止按钮时, 系统会在当前周期结束后停止到零点。当按下急停按钮时, 系统立即停止所有动作。当系统运行过程中出现故障时, 立即停止所有动作, 并给出报警信号。
3) 系统自动运行程序设计, 即按下启动按钮后, 系统按照预定要求进行物料的抓取、搬运与放置等操作, 其程序流程如图5所示。
3.3、 PLC触摸屏设计
PLC的触摸屏设计主要包括系统欢迎界面、参数设置界面、手动控制界面和自动控制界面等。欢迎界面主要为开机欢迎界面和待机界面;参数设置界面主要用于设置机械手运行的关键参数, 如节拍、运行速度等;手动控制界面设置有左右气缸伸缩、上下气缸伸缩、气爪夹紧松开等按钮, 通过PLC的辅助继电器控制各气缸电磁阀动作。此外, 界面中还包括一些辅助控制按钮, 如复位、停止等。
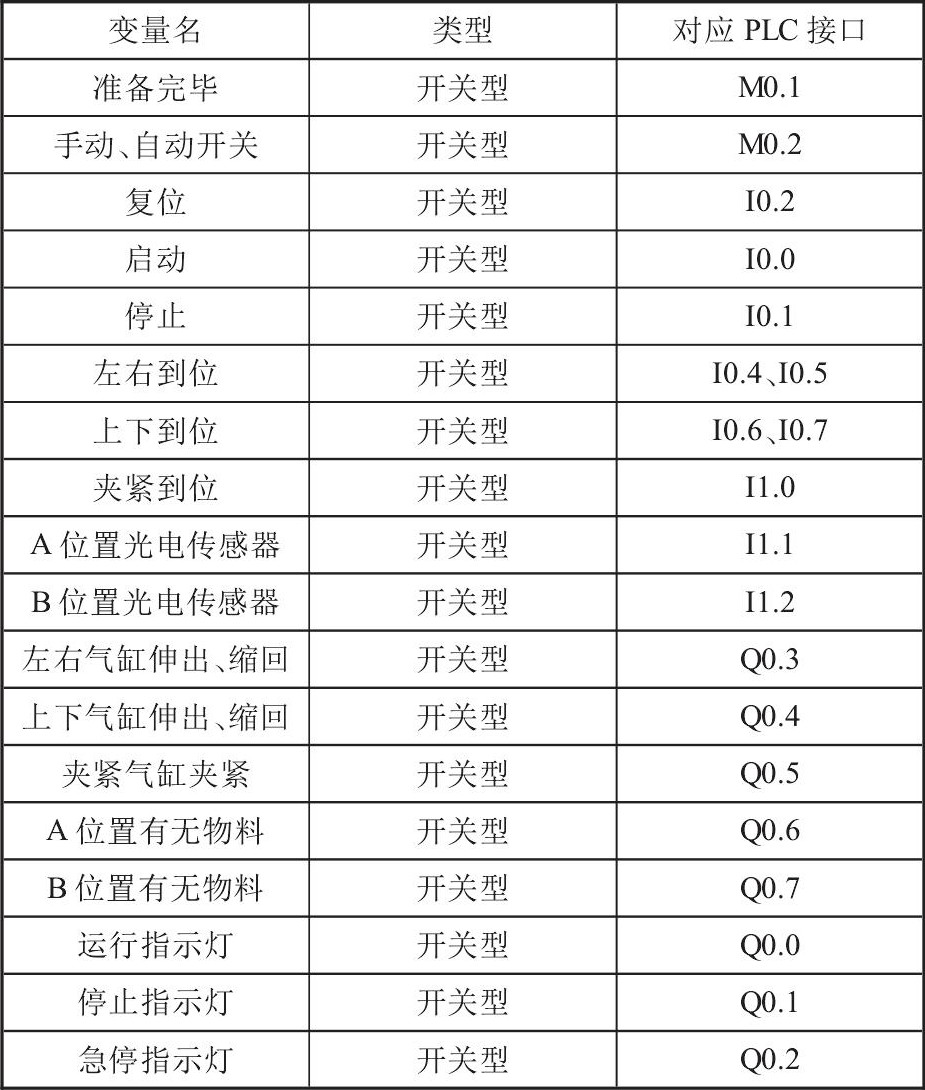
本设计中选择昆仑通态 (MCGS) 触摸屏作为监控设备, 通过触摸屏内部软件制作系统的控制界面、操作按钮等, 然后建立触摸屏与PLC的对应接口关系, 具体关系如表1所示。
图5 自动运行程序流程图
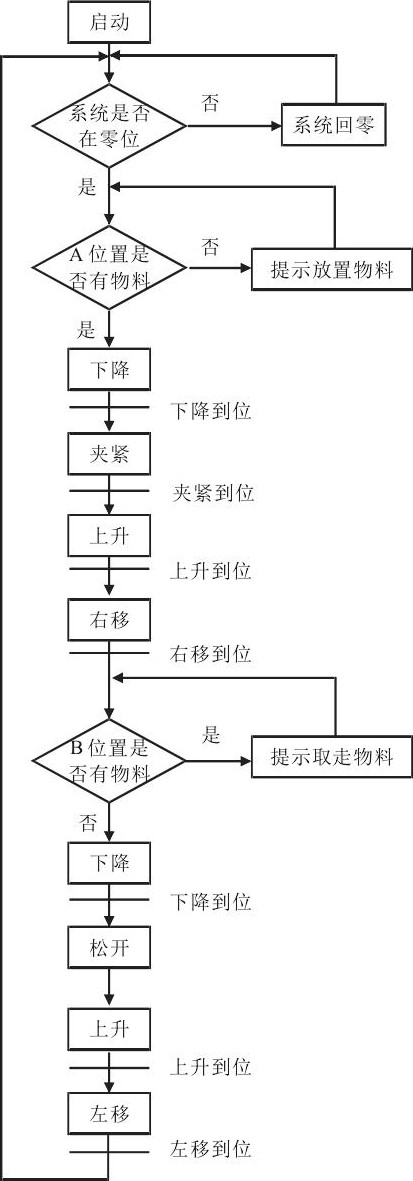
表1 触摸屏与PLC对应接口关系表
4、 系统调试
系统设计安装完成之后首先需要进行调试, 调试分为手动调试和自动调试。调试之前需要先检查气路、电路是否连接正确可靠, 若硬件连接没问题, 则接下来开始手动调试。
首先夹紧气缸张开, 左右气缸缩回, 上下气缸伸出, 看气抓是否到达预定的A位置, 若有偏差则调整工作台A与机械手系统的相对位置;调整完毕后使夹紧气缸保持张开, 左右气缸伸出, 上下气缸伸出, 按同样的方法调整B位置。A、B位置调整完成, 按照工作流程进行单步操作, 将物料从位置A拿放到位置B, 对执行过程中出现的问题进行合适的调整。
手动调试完成之后, 进行自动调试。即将开关置到自动挡, 使机械手系统自动运行。分别在A、B两个位置随机组合的放置或不放物料, 按下启动按钮看系统是否按照预定程序进行动作, 若和预定程序不同则进行修改完善, 直至系统正常运行。
5、 结语
随着制造业的不断发展, 越来越多的工厂企业开始布局自动化生产线, 而机械手作为一种执行机构在自动化生产线中可以说是不可缺少的一部分。本文采用PLC和电磁阀对机械手系统进行控制, 可以快速、准确地实现机械手的预定动作, 实现对各个气缸的合理精确控制, 进而实现系统的设计功能。
参考文献:
[1]周虹.气动与PLC技术相结合在机械手设计中的应用[J].液压与气动, 2004 (3) :38-39.
[2]李婷婷.PLC在机械手自动控制系统中的应用[J].现代制造技术与装备, 2017 (10) :163-164.
[3]李亚昆.基于PLC的液压机械手系统设计[J].煤矿机械, 2017, 38 (5) :167-169.
[4]齐继阳, 吴倩, 何文灿.基于PLC和触摸屏的气动机械手控制系统的设计[J].液压与气动, 2013 (4) :19-22.
[5]李晓波, 崔琪.基于PLC的工业取料机械手控制系统设计[J].机械制造与自动化, 2007 (4) :119-120;123.





