摘要:针对航空电子产品,阐述了一种相对完善的工艺验证方法,为航空电子产品制造商进行焊接工艺验证提供了指导。电子产品的类型多种多样,文章主要针对航空电子产品的特点,对其焊接工艺的验证方法进行探索和研究。
关键词:焊接; 工艺验证; 可靠性;
Research on soldering process verification method of avionics
Liu Bingjin
Xi'an Aeronautics Computing Technique Research Institute,AVIC
Abstract:For military avionics products, a relatively perfect process verification method is described, which provides guidance for military avionics manufactures to do soldering process verification. There are many types of electronic products. This paper focuses on the characteristics of avionics, and explores and verifies the welding process verification methods.;
随着电子元器件的小型化和高集成度的发展,电子组装技术也经历了几个发展阶段:从20世纪五六十年代的手工焊接到20世纪70年代的全自动波峰焊接,再到20世纪80年代出现的表面贴装再流焊接,表面贴装再流焊接是电子组装技术的发展方向,目前已成为电子组装技术的主流。
航空电子产品上使用的元器件封装形式越来越多,比如DIP,PGA,CHIP,SOP,QFP,PLCC,LGA,BGA,CCGA等,引脚间距也逐步向窄间距技术发展,元器件的封装材料也涉及塑封、陶瓷、玻璃体等多形式,这种元器件多元化发展势必引起焊接工艺技术的进步,同时,也对航空电子产品的高可靠性要求提出了挑战,因此,对于焊接工艺的验证方法也提出了要求。
1 焊接工艺验证方法介绍
由于元器件的测试不能完全反映部件级产品的实际载荷,在板级测试过程中,随着无金属线键合芯片互连技术以及高引线数量BGA封装使用的日益增多,可能会增加板级测试中“不可预料”的内部元器件失效。
为了确保航空电子产品电路组件的焊接连接达到在具体使用环境中的可靠性预期值,即使采用了适当的可靠性设计方法,通常还有必要确认其在一些具体应用中的可靠性。因为焊料的蠕变和应力松弛特性与时间有关,所以在加速测试中的疲劳破坏和疲劳寿命通常与实际情况有所不同,但通过采用适当的加速因子,即可从加速测试结果中估算出产品的可靠性[1]。
目前焊点失效的主要失效模式是温度循环或振动导致的疲劳失效,所以焊接工艺验证常常使用温度循环或振动作为加速应力,下面将重点介绍温度循环的试验方法,并介绍验证方法中对试验样件的要求、温度条件的选择、判定标准等方面的经验。
1.1 试验样件要求
验证样件数量主要结合验证目的及样件经济性来考虑,如果要对焊接新工艺进行确认,比如航空电子产品中的特殊过程确认,每一种元器件数量应不少于3个;如果验证目的还要对电子产品的疲劳寿命进行评估,则需加大验证样件的数量,此时,每一种元器件的样本量需要达到33个。
除验证数量外,对试验样件的选取还需注意以下几点:
(1)工艺验证试验样件的印制线路板(Printed Circuit Board,PCB)、元器件要求尽量与实际产品保持一致,也可为验证工艺特制的工艺试验件,样件要求严格按照工艺规范进行生产。(2)工艺验证所用PCB的材料、层数、厚度以及试验板的安装和结构要求尽量采用实际产品,或模拟实际产品情况进行试验。(3)工艺验证选用的元器件推荐采用菊花链形式,以便于试验过程中的加电测试。如果某些元器件成本太高,也可采用非功能性工艺器件或商业级器件代替,但其外形封装(包括引线材料及镀层)应与待验证元器件保持一致。(4)进行新焊接工艺验证时,应保证试验件上的元器件为已成熟使用的各种典型封装,外形封装符合标准要求,防止封装引入其他不可靠因素。
1.2 温度条件的选择
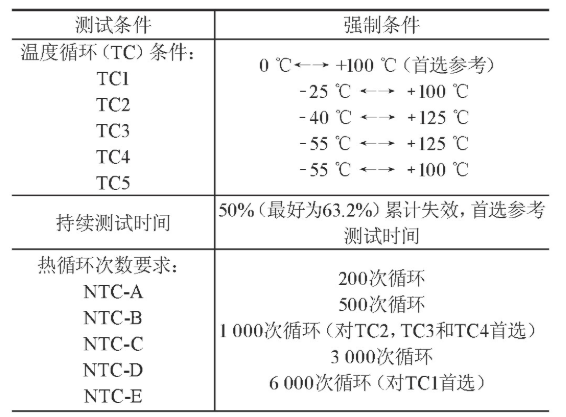
IPC-9701A建立了元器件在刚性、挠性及刚-挠结构电路板上焊接连接的性能和可靠性的不同等级,也介绍了温度循环的试验参数要求,如表1所示。
表1 温度循环的试验要求
下载原表
对于温度循环(Temperature Cycle,TC)条件及热循环次数(Number of Thermal Cycles,NTC)给出了多个条件及首选参考条件,由用户根据产品特定的运行环境条件确定。
结合欧空局ECSS-Q-ST-70-38C[2]标准中对焊接工艺验证的温度条件要求,建议在航空电子产品上按照以下要求设计温度循环试验:
(1)温度循环条件为﹣55~100℃,温度变化速率不超过20℃/min,高低温停留时间至少保持10 min,至少进行200次循环。(2)试验样件在温度循环试验前应进行预烘去潮,烘烤温度:60~80℃,时间:1~2 h。
1.3 过程检测方法
在温度循环验证试验过程中,推荐采用菊花链的电气监测方式进行过程检测。对试验样件进行监测,如图1所示,以便于了解焊点失效的确切时间。如果不具备菊花链电气监测条件,则通过金相切片等破坏性方式对结果进行确认。
图1 菊花链的电气监测方式
图1 菊花链的电气监测方式 下载原图
1.4 判定标准
样件经过工艺验证试验后,以下所有检验项目全部合格标志验证通过。
(1)外观检测。在至少40倍放大镜下检测试验后元器件本体完好,焊点外观无裂纹且无明显变化。
(2)加电测试。若采用菊花链式芯片,加电测试过程中应无信号丢失,阻抗连续变化应小于1 000Ω或初始值的20%。
(3)金相分析。试验后应进行金相切片分析,焊点表面和内部裂纹未超过焊点重要部分的25%。
2 工艺验证流程
在工艺验证实施之前,设计完整的验证流程是十分重要的,工艺验证流程一般按照如图2所示的顺序开展,试验前及试验过程每一阶段应记录焊点状态,以便进行前后对比。
图2 工艺验证推荐流程
图2 工艺验证推荐流程 下载原图
需要说明的是:
(1)如果验证流程中设置了振动试验,其与温度循环在时间顺序上没有强制要求,可前可后。
(2)整个试验过程中推荐进行加电测试,以更准确地知道试验样件具体的失效时间,以便于试验结果的准确评估;但加电测试是推荐而非必须的。
3 结语
形成一种相对完善的工艺验证流程。为航空电子产品焊接焊接工艺验证方法提供了指导,但航空电子产品种类繁多,具体的应用环境也存在着差异,因此,在设计工艺验证条件时,还需要制造商在此基础上,综合考虑产品的具体使用环境,才能设计出更加合理的验证方法。
参考文献
[1]THE SMT ATTACHMENT RELIABILITY TEST METHODS TASK GROUP.IPC-9701 A perfor mance test methods and qualication requirements for surface mount solder attachments[EB/OL].(2006-02-01)[2020-04-10].http://h-s.shop.ipc.org.forest.naihes.cn/IPC-9701AEnglish-D.
[2]THE EUROPEAN SPACE AGENCY FOR THE MEMBERS OF ECSS.ECSS-Q-ST-70-38C High-reliability soldering for surfacemount and mixed technology[EB/OL].(2008-07-31)[2020-04-10].http://h-s.www.doc88.com.forest.naihes.cn/p-4993561459801.html.





