摘要:高光无痕注塑能解决塑件出现熔接痕、气痕、变形、内应力、表面光洁度达不到要求等缺陷,已在家电和汽车等行业广泛应用。本文讲述了高光无痕注塑定义和模具具体要求,结合业内同行使用高光无痕注塑模具情况,重点描述了高光无痕注塑模具选材的类型,对目前常用几种模具钢基本性能和应用做了较详细的介绍,旨在指导高光无痕注塑模具材料选用,供大家思考。
关键词:高光无痕; 急冷急热; 消除缺陷; 注塑模具; 材料选用;
Consideration on material selection of high-gloss non-marking injection mold
Tao Yongliang Ouyang Ting
Chongqing Chuanyi Engineering Plastics Co.LTD. Shenzhen Aode Machinery Co.LTD.
Abstract:High-gloss non-marking injection molding can solve the defects of weld line,gas mark,deformation,internal stress,poor surface finish and so on.It has been widely used in household appliances and automobile industries.This paper describes the definition and mold specific requirements of high-gloss non-marking injection molding.Combined with the situation of using high-gloss non-marking injection mold in the industry,it mainly describes the types of material selection for high-gloss non-marking injection mold,and introduces in detail the basic performance and application of several commonly used mold steels,aiming to guide the selection of high-gloss non-marking injection mold materials for everyone's consideration.
随着国家实施环境保护政策逐项落地,新材料和新工艺被家用和汽车行业上应用的程度越来越广泛。家用电器外观件和汽车内外饰件一般是注塑成型制得的,在注塑过程中,很容易出现熔接痕、气痕、变形、内应力、表面光洁度达不到要求等缺陷,有时还需通过油漆喷涂等方法进行遮盖,工序繁杂,对环境造成了很大的污染。现采用高光无痕注塑能够解决塑件缺陷,减少污染。在高光无痕注塑中,需要急冷急热模温机(包括其他周边设备)和高光无痕模具作伴,其中对高光无痕模具制作和选材是重要的环节。本文将主要通过高光无痕注塑工艺和高光无痕模具制作中的选材介绍,供大家分享和思考。
1 高光无痕注塑定义和模具要求
1.1 高光无痕注塑定义
高光无痕注塑RHCM(Rapid Heat Cycle Mouldi ng)又称急冷急热注塑,热变温注塑,高光免喷涂注塑等(本文统称高光无痕注塑)。其方法是采用高温过热水加热+水冷却,通过应用180 ℃过热水将模具表面快速升温,使成型模腔表面温度达到树脂塑料的玻璃转移温度(Tg-Dlass Transition Temperature)以上,然后开始注塑成型,当完成模腔填充过程后,立即利用水(经处理)作为冷却媒体使模具表面温度急速下降,从而改变塑件表面特征。其工艺流程图1所示。
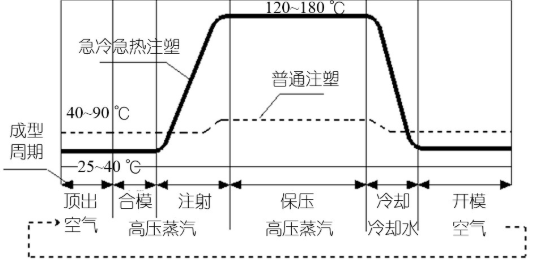
图1 高光无痕注塑工艺流程示意图
高光无痕注塑采用材料往往免喷涂材料,所谓免喷涂材料是:无需喷涂,直接一次注塑成型即可以达到喷漆所需要的“靓丽”外观效果,也是一款真正环保和低VOC(volatile organic compounds 挥发性有机化合物)产品;免喷涂材料有:高光免喷涂(高光材料、钢琴黑材料、陶瓷白)、珠光效果、金属质感效果等。应用在空调外壳,电视装饰件,冰箱把手,汽车格栅,汽车内外饰件等。
1.2 高光无痕注塑特点及模具要求
1.2.1 模温较高
高光无痕注塑成型对模温要求较高(一般为80~130 ℃左右,甚至还有高温),在注塑转入保压后改用冷却水,使模具温度快速降至50~70 ℃,甚至还更低温。较高的模温下保压成型有利于消除熔接线、流痕、产品内应力等缺陷,较低模温下冷却是缩短成型周期。因此模具在工作时需进行加热处理,为了防止模具上热量损失,通常都会在定模侧加隔热板。模具材料能经受冷热聚速交变的考验。
1.2.2 模腔表面极度光亮
模具表面为镜面2级或更高的型腔表面高光模具生产出的产品可以直接用于装机(装配)使用,无需做任何表面处理。高光无痕注塑对模具钢材及塑料材料的选用要求都很高。
1.2.3 热流道系统的热喷咀较多
每个热喷咀必须带封针且有独立的气道,通过电磁阀及时间继电器等进行单独控制,实现分时进胶,这是达到控制甚至消除熔接痕的目的,控制方式较复杂。
1.2.4 加热方式
模具加热的方式通常有水蒸气(热水转换成蒸气,最高温度是180 ℃)加热和电热棒(管)加热两种。水蒸气(热水转换成蒸气)加热方式是通过急冷急热模温机在注塑过程中给模具输入蒸气(热水转换成蒸气),从而使模具快速升温;在注塑完后用冷水冷却模具,使模具快速降温。电加热的方式与水加热温控机,在原理上是一样的,就是热源不一样,电加热是二次能源,水加热是三次能源,按原理来说电加热能源损耗少,利用率高、节能效益好,但模具加热系统要占有一定的空间。一般选用急冷急热温控机,其通过模具内的水道完成。
1.2.5 周边设备
高光无痕注塑需要急冷急热模温机直接控制模具温度变换,水质调整机用于硬水转软水设备,冷却水塔,空压机都给予模温机的支持。其高光无痕注塑周边设备图2所示。
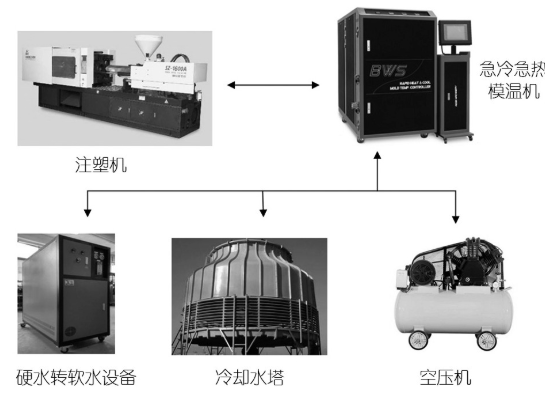
图2 高光无痕注塑周边设备示意图
2 高光无痕注塑模具材料选用
影响高光无痕注塑模具的主要因素有模具材料的选用、模具水路的设计、温度的控制以及制造加工四个部分,其中模具材料的选用是急冷急热制程的关键和核心部分,高光无痕注塑模具对钢材有下列要求(也是本文的重点),第一,高光无痕注塑模具的冷却水孔距离型腔非常近,特别容易发生水孔开裂,要求钢材必须要有足够高的韧性;第二,在高光无痕注塑模具成型生产过程中,特别容易产生瓦斯气体,瓦斯会腐蚀钢材表面,影响塑胶产品外观,模具钢材需要同时具备耐腐蚀性;第三,模具容易开裂,大多数情况是冷却水孔首先被腐蚀,产生微裂纹,进而由于生产应力使微裂纹扩展,导致最终开裂,高光无痕注塑模具需要选用高韧性、高腐蚀性、耐热疲劳、热传导及热膨胀系数良好的模具钢材[1]。
为了满足高光无痕注塑模具钢的要求,笔者也从有实践经验的人员和一些企业得知一些情况,力推进口材料为主,不妨介绍如下:
瑞典一胜百(ASSAB)S136模具钢由电渣重熔法(ESR)精炼,具备纯净而细微的组织。具有①优良的耐腐蚀性;②优良的抛光性;③优良的耐磨性;④优良的淬透性;⑤优良的韧性和延展性。各元素的质量分数为:C (0.38%),Si(0.8%),Mn (0.5%),Cr(13.6%),P(<0.03%),S (<0.03%)[2]等等。Cr含量高具有不锈钢的特性,是耐腐蚀镜面模具钢,应用于高光无痕注塑模具、生产高要求的食品工业机械的部件、PVC/PP/EP等等,耐腐蚀性超好;模具冷却水道不受腐蚀的影响(不象普通模具钢),热传导特性、冷却效率在模具生命期中均保持稳定,确保了模具恒久不变的成形时间。可根据需要选择退火、淬火、回火处理。
日本大同预硬(40 HRC)高镜面塑料模具钢NAK80,其来源于NAK是铁中添加了镍(Ni)、铝(Al)、铜(Cu:德语Kupfer)的特殊钢。由合金元素字头取名为“NAK”,NAK80诞生于1980年,由诞生年份取名为“NAK80”,开始销售后多年以来是大同的畅销产品。各元素的质量分数为:C(0.15%),Ni(3.0%),Al(1.00%),Cu(1.00%),Si(0.30%),Mn(1.50%),Mo(0.30%),Cr(0.30%)[3]。NAK80钢。具有镜面加工性(容易研磨抛光);预硬钢(无需热处理,);耐磨损性(高硬度);可加工性(容易切削);堆焊焊接性(容易焊接);美观设计性(容易蚀纹加工)[4]。一直是高光无痕注塑选用模具钢之一。
近年,日本大同开发了PAT868S特殊优异塑料模具钢,各元素成分处于保密阶段,是在原SKD61基础进行改良,通过特殊熔炼,集420类不锈钢和H13热作钢的优点于一体,同时兼备高韧性,镜面抛光性良好,镜面可达#10 000;具有耐锈性,不易生锈,容易维护;具有与SKD61同等的韧性,能有效防止开裂;与PAT868相比,能达到更高硬度(~53 HRC,出货硬度≤229 HB),耐磨性和淬硬性佳。适用于长期生产的结构复杂及表面要求高的塑胶硬模、内模件、镶件、斜顶及行位,随性水路高光蒸汽模具和电加热模具等。
XPM VICTORY ESR是德国葛利模具钢是一种高性能、高纯洁度的塑料模具钢,简称为XPM ESR钢。其成分为C(0.23%~0.29%),Si(≤0.40%),Mn(1.40%~1.70%),Cr(1.20%~1.80%),Mo(0.30%~0.70%),Ni(0.90%~1.20%),P(≤0.015%),S(≤0.02%)等,XPM ESR钢经过特殊成分配比设计后,韧性、焊接性及机械加工性能比传统的W.Nr 1.2738更佳,其热导率也比同类钢材高。供货硬度为预硬状态,硬度38~42HRC。XPM ESR钢经过电渣重熔处理,具有极高纯净度等级。按照ASTM-E45标准评级,硫化物含量(A)评为≤0.5;氧化铝(B)、矽酸盐(C)和球状氧化物(D)均可评为≤1.0,主要基体组织为细小贝氏体组织。其极高纯净及细小组织带给XPM ESR钢极佳抛光性能,特别适合用于高光无痕塑料模具[5]。可根据需要选择退火、淬火、回火处理。
奥地利百碌M333模具钢,具有最高的镜面光洁度。主要特性有:优良的韧性和淬火后的高硬度(硬度HRC:40~45之间),使模具拥有最佳的工作性能及长久的寿命;优秀的导热性,减少模具的冷却时间,加快产品的生产效率;最佳镜面抛光效果(#10000以上),节省了抛光模具的生产费用,减少维护和维修时间;高纯度的模具,令电加工性能更便捷;优秀的防酸性和耐腐蚀性,进一步延长模具的寿命。其主要成分为C(0.28%),Si(0.30%),Mn(0.30%),Cr(13.50%)等。M333模具钢用途:极限高效能镜面钢,较强防酸性,镜面极高,利用BOHLER最新科技ISOPLAST生产之M333钢材,以高达16倍大气压力,加入氮(NITROGEN)及氩(ARGON)等成份进行电炉再炼(ESR),能彻底改善钢材组织状态,将钢材性能提升至极限,特别适用于耐酸性,耐腐蚀性的高光塑料模具[6]。可根据需要选择退火、淬火、回火处理。
(LJ340ESR)ESKYL0S340模具钢是意大利路奇霓公司系列产品之一,其主要成分为C(0.10%~0.20%),Si(0.10%~1.0%),Mn(0.10%~1.10%),Cr(3.50%~4.50%),Mo(0.60%~1.00%),Ni(2.50%~4.50%)等。供货条件:表面硬度预硬至380~420 HB或按客户要求。特性:电渣重溶钢材,通过超洁净的生产工艺给予高度的微纯度时效钢,时效硬化后具有卓越的尺寸稳定性,高微清洁,有优良的加工性,抛光性和蚀纹性,优异的耐磨性。ESKYLOS340适合于高抛光要求、急冷急热塑胶模具,如制造平板显示器外壳,具有均匀的硬度和材料稳定性。这款材料主要用于电视机方框架模具,其他方面应用很少[7]。选用这些材料中根据产品和材料要求,有目的选择预硬型、淬硬型和耐腐蚀型钢。当然也有一些国外的镜面模具钢,能适用于高光无痕注塑需要,在此不一一介绍。
3 结束语
塑料模具是塑料加工成型中不可缺少的部件,塑料模具钢的性能有硬度高、耐磨性好、韧性高、耐开裂性好、耐蹦角性好、对耐腐蚀好和达到加工精度[8]的镜面钢符合高光无痕注塑需要。目前,国内的高光无痕注塑模具钢生产与国外的材料有一定的距离,导致了国内用户直接用进口材料缘故。高光无痕注塑模具钢具有高韧性、高腐蚀性、耐热疲劳、热传导及热膨胀系数良好的模具钢材,还必须是镜面模具材料,目前镜面钢是我们的痛点,主要是材料中杂质含量(含磷和硫)的控制,这些杂质往往是导致在模具表面麻点和孔洞主要原因,引起表面早起失效。现在好的材料含磷和硫控制在<0.03%,有个别进口模具材料含磷和硫控制在<0.003%[9,10]。高光无痕注塑近几年发展的势头正猛,应用较多地是预硬型、淬硬型和耐腐蚀型钢,希望国内的高光无痕注塑模具钢开发与生产,满足国内高光无痕注塑需要才是真正出路,同时高光无痕注模具技术自主研究相对落后等情况,这些方面还需要在不断的改进和提高[11]。从环保、绿色理念看,相信随着材料、工艺和技术开发研究,高光无痕注塑将有更广阔的应用空间。
参考文献
[1] 模房网.急冷急热系统对模具钢材有什么要求呢.[EB/OL][2015-12-11].http://h-s.mp.weixin.qq.com.forest.naihes.cn/s/AFmULTZdFuUN-pfJAP7pOQ.
[2] 新闻.瑞典一胜百S136模具钢[EB/OL][2014-06-11].http://www.s136.net.forest.naihes.cn/rdysbS136mjg_371.html.
[3] 百度百科.NAK80[EB/OL][2018-08-14].http://h-s.baike.baidu.com.forest.naihes.cn/item/NAK80/10663756?fr=aladdin.
[4] NAK80产品说明书[EB/OL][2017-01-04].http://h-s.www.daido.co.jp.forest.naihes.cn/products/tool/nak80/cn/catalog/index.html.
[5] 德国葛利XPM VICTORY ESR模具钢[EB/OL][2012-11-03].http://www.hongchao-dg.cn.forest.naihes.cn/XPM_VICTORY_ESR_Product_technical_information.html.
[6] 百禄模具钢.M333模具钢是什么材料[EB/OL][2014-10-27].http://m310.com.cn.forest.naihes.cn/m333/82.html.
[7] 产品详情.意大利路奇霓模具钢(LJ340ESR)ESKYL0S3 40[EB/OL][2018-10-22].http://china.makepolo.com.forest.naihes.cn/product-detail/100188188919.html.
[8] 行业新闻.塑料模具钢未来发展趋势[J].模具制造.2017(17)08.C32.
[9] 陶永亮.透明件注塑模具保养与实施[J].塑料制造.2012.10.88-91.
[10] 吕穿江,吴晓春.高级镜面塑料模具钢研究现状及展望[J].模具制造.2017(17)10.93-98
[11] 消息.高光免喷涂模具技术成为绿色制造的重要发展方向[J].模具工业,2015(41)4:Ⅰ-Ⅳ.





