连铸是1个整体连贯连续不断变化的过程,根据生产可将连铸浇注过程分为稳态连铸和非稳态连铸。下面由学术堂为大家整理出一篇题目为“连铸坯中的非金属夹杂物、气体含量研究”的冶金工程论文,供大家参考。
原标题:170 mm × 170 mm连铸非稳态铸坯洁净度的研究
摘要: 连铸过程中,中间包液位低于500 mm、浸入式水口出现裂纹、水口堵塞冲水口等非稳态浇铸情况下,生产出非稳态铸坯。采用气体检测、金相法、扫描电镜及高频水浸C扫描自动探伤等对非稳态铸坯进行研究,结果发现:非稳态连铸坯中大颗粒夹杂物含量较高,铸坯洁净度变差,不能用于正常生产。
关键词:连铸;非稳态铸坯;洁净度
连铸是1个整体连贯连续不断变化的过程,根据生产可将连铸浇注过程分为稳态连铸和非稳态连铸。稳态浇注是指连铸浇注过程中,中间包、结晶器液面、钢水流动状态、拉速、温度等均在工艺控制范围内的浇注,浇注的连铸坯满足产品标准和用户要求。非稳态浇铸是指连铸的开浇、换包、浇注结束、连铸过程拉速突然变化等不符合工艺控制的浇注,非稳态浇铸时期由于钢水受到二次污染,导致钢中夹杂物增多,钢水纯净度变差,从而影响钢材质量。
在连铸过程中,引起浇注过程不稳定的因素比较多,有时往往是多种因素综合作用的结果。研究的“非稳态”是指连铸工艺发生较大变化的状态,如: 浇铸过程保护浇注失效( 长水口、浸入式水口) ; 中间包液面过低; 结晶器液面波动超出± 5 mm( 手动操作时或设备故障时)。针对以上情况,对170 mm × 170 mm小方坯非稳态下的连铸坯中的非金属夹杂物、气体含量进行定量研究。
1研究内容及方法
1. 1试验工艺
试验工艺为65 t氧气顶吹转炉→70 t LF精炼炉→5机5流170 mm × 170 mm小方坯连铸→18架小型连轧机。
1. 2检验方法
扫描电镜: 对每个夹杂物试样中不同形态、颜色的夹杂物进行电镜扫描、定量、定性分析。
高频水浸C扫描自动探伤: 连铸坯产材后切取长度250 mm的试样,920 ℃正火,表面精车,采用MUCT-L1000多轴运动控制器的水浸超声C扫描系统进行水浸探伤检验,该系统基于USIP40仪器平台,使用USIP40软件进行探伤仪的设置,用K-Scan软件进行扫描路径的设定,运动控制,数据采集、成像控制及C扫描图像后处理等,对圆棒进 行 超 声 检 测 并 形 成C扫 描 图 像,可 根 据SEP1921和ASTM E588标准对检测结果进行洁净度评价。钢材高频水浸探伤后,定位取夹杂物样,进行高倍、扫描电镜等分析。
根据探伤高、中、低级指示信号的次数,加权统计单位体积各级夹杂物数量,计算公式如下:
式中:S为单位体积上夹杂物个数,个/cm3;NI为记录的低级信号次数;Nm为记录的中级信号次数;Nn为记录的高级信号次数;V为检验材料的体积,cm3.
1. 3取样方案
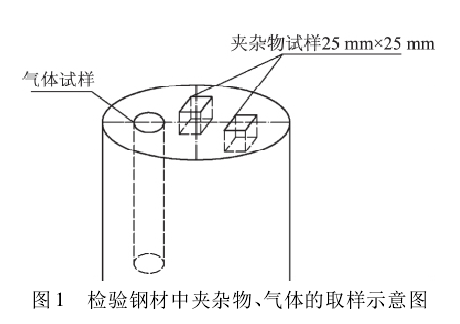
试验过程根据非稳态识别点进行现场取样。5机5流170 mm × 170 mm非稳态连铸坯根据非稳态浇注时间,定位取连铸坯,经18架小型连轧机轧制成Φ50 mm,每1 m连铸坯取钢材试样1支,钢材试样长度500 mm.检验气体、夹杂物的取样位置见图1.
2试验结果及分析
2. 1中间包低液位浇铸连铸坯洁净度
2. 1. 1试验条件
实际生产中,连铸正常浇铸液位700 mm,更换钢包时,经常出现大包水口引流、吊包时间晚等因素造成中间包液位低于500 mm.试验取连铸中包液位在400 mm和500 mm的铸坯进行铸坯洁净度验证。钢种45号钢,拉速1. 61 m/min,轧制Φ50 mm.根据连铸坯长度确定取样位置,依次取检验试料进行水浸探伤、气体、夹杂物等检测。
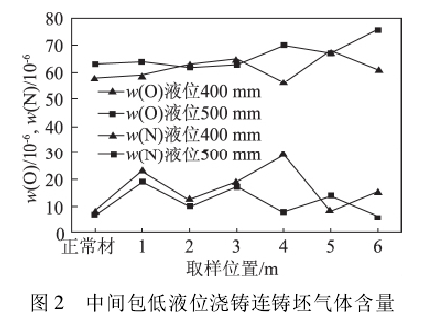
2. 1. 2气体分析
从气体含量趋势( 图2) 可以看出,当中间包液位低于400,500 mm时,铸坯气体含量均不稳定,波动较大,且与正常材相比较,氧含量偏高。