第一章 绪论
1.1 研究背景及意义
21世纪,中国农业用水面临严重短缺,同时农业用水浪费现象非常严重。中国农业年用水量约4000亿m3,占全国总用水量的70%左右,其中灌溉用水占农业用水的90%~95%,农业灌溉每年平均缺水300多亿m3(逄焕成,2006;赵新福,2014),农田灌溉利用率仅为43%,1.0kg·m-3左右,远低于发达国家2.0kg·m-3以上的水平(兰才有,2005)。因此在农业用水紧缺的条件下,我们必须寻找新途径以实现农业节水灌溉(高雪梅,2012)。
传统的灌溉方法是地上灌溉,主要有排灌、喷灌和滴灌。这些灌溉方法的用水量远远大于作物生长所需的水量,造成了水资源的大量浪费,也会造成土壤板结,通气不畅,不利于水土保持和作物生长(刘玉田,2003)。
负压灌溉节水设备将渗水器埋入土壤中,随着作物对土壤水分的吸收,使得土壤水势降低,低于负压发生器肥料溶液的水势,溶液就会从负压发生器中流向土壤,把养分带到根际土壤,从而给作物根际添加水分养分。负压灌溉系统的关键是将水土联系起来的、处于水土界面的负压渗水器,因此选择好合适的负压渗水器对于整套负压灌溉装置的高效运行是至关重要的。
1.2 负压渗水器概述
1.2.1 负压渗水器材料的基本特点
负压渗水器材料要具备三个基本特点:一是要有一定发泡点或进气值。孔隙被水饱和后,被压缩空气通过而产生的第一个气泡所需的压强即为该膜的发泡点,压缩空气刚要从泡孔进入但未透过泡孔时的压强即为该膜的进气值(郑海亮,2009),从理论上讲,同一材料发泡点的数值要较进气值高。负压渗水材料属于一种微孔器材,具有特殊的微孔,水在微孔孔隙里具有一定的毛管吸力,这会阻止空气进入,因此也要有一定的进气值或发泡点,具有透水不透气的性质,才能保证在负压条件下运行时土体中的空气不进入渗水器内。二是要有透水性能。泡孔小,可以保证发泡点数值较高,但渗水能力降低,渗出水量太少可能满足不了作物对水分的需求,若泡孔扩大,渗水性能会提高,但是可能导致发泡点数值的降低,在我们所设置的负压条件下会发生进气现象,并且过多水分的流出也会导致水资源浪费。三是要有一定的硬度,埋在土壤中可以承受相当的土体压力。除此之外也要保证一定的韧性,韧性是材料在断裂前吸收能量和进行塑形变形的能力,韧性越好,材料发生脆性断裂的可能性越低(王从曾,2004)。
1.2.2 负压渗水器的作用原理
负压渗水器的作用原理是,将渗水器买入土壤中,根据作物不同生长阶段的需水特性和土壤张力特性,实现植物对水分的连续自动获取(邹朝望等,2007),使植物由“被动灌水”变为“主动喝水”,能可靠地提高水肥利用率,达到“精准”“高效”的目的。负压渗水材料性能的优劣与微孔结构密切相关(方荃,2003),根据拉普拉斯公式P= ,其中,P 是微孔结构内的弯曲液面对液体内部所施的附加压强,R 是球形液面的半径,γ 是表面张力(秦耀东,2003),则可以推出:
由此公式可知,从附加压强角度考虑,其他条件不变,微孔直径越小,附加压强越大,处于气相中的气体要将封堵、吸附于毛细管内的水体排出则需要施加更大的压强,即该膜发泡点的数值更高。从表面张力考虑,其他条件不变时,物质越亲水,水与其接触角越小,表面张力越大,要克服这个力所做的功越多,则需要施以更大的气体压力,即提高了该膜的发泡点值。由此可见,减小渗水材料的孔径和使用亲水性的渗水材料都是提高发泡点值的途径。
但需要考虑的是,渗水材料最基本的功能是要渗水,不能只是追求高发泡点值而渗水速率小之又小,这就不能保证水分及时地供给作物。高性能的负压渗水材料要做到在高发泡点值的基础上具备高渗水速率,二者兼顾。
综合以上看来,我们要选择的新型负压渗水材料要尽可能具备以下几点特征,高发泡点值与高渗水性兼顾,硬度和韧性均较好,微孔结构均匀,亲水性高。
1.2.3 负压渗水材料的研究进展
目前在负压灌溉方面研究尚少(黄兴法等,2002;吴景社,1994;薛志成,1998),负压渗水材料的种类也较为单一。
1、无机负压渗水器材料
1963 年,美国学者 Schwartzwalder 通过有机泡沫(聚合物)浸渍工艺来获得多孔陶瓷(杨涵松,2005),即用有机泡沫浸渍陶瓷料浆,干燥后在高温下烧掉有机泡沫载体而形成孔隙结构,其原理利用了有机泡沫体所具有的开孔三维网状骨架的特殊结构。1991 年,日本学者谷川寅彦等(1992)对低压渗灌的原理进行了试验研究,试验对渗水管材提出了要求,指出负压差灌溉通常采用透水系数较大(一般为 1×10-4cms-1以上),有良好通气和耐压性能的管材,故能充分保证作物需水。供试多孔管为外径 9cm,内径 7cm,壁厚 1cm,长度5cm 的素烧管(陶瓷素烧管),两端用不透水的聚乙烯盖子封闭,平均透水系数为(2±1)×10-5cms-1。
试验中对该管材的性能进行了比较,从公式上阐明可以调节多孔管的长度来控制供水量;在实际应用中,多孔管能根据土壤干湿状况自动调节水量,可是当设计压力较大时,出水量就与多孔管的埋深有关;试验中还试验了两种不同渗透系数的管子对灌水量的影响,试验表明,透水系数为(2±1)×10-5cms-1(简称-5乘)和(2±1)×l0-6cms-1(简称-6乘)两种管子24小时的灌水量之比为17.6:1,且-5 乘和-6 乘的管子在 24 小时之后的浸润半径比为 2.7:1。说明多孔管本身的性能对灌水量及浸润效果有很大影响。
1996 年,日本三菱集团研究出了一种“负压灌溉器皿”(雷廷武等,2005),该负压灌溉器的材料是多孔管,多孔管埋入土体内时,由于作物吸水使得土壤与管内水分形成水势差,促使多孔管内水分流向土壤。1998 年,该公司将“负压灌溉器皿”中的多孔管改为多孔板。然而,这种“负压灌溉器皿”只是一种装置,并不是真正意义上的负压自动补给灌溉系统(赵伟霞,2009)。
同年,Batchelor 等利用黏土管作为灌水器一端埋入地下,另一端露出地面进行灌溉,结果表明这种新型方法在提高作物产量、品质以及灌溉水利用效率等方面具有较好效果,且成本低、简单实用(江培福等,2006;王燕,2007)。2005年,江培福等(2006)测试了纤维灌水器和陶土灌水器的渗透效果,发现在土壤质地、灌水历时相同时,纤维灌水器较陶土灌水出水流量要高。从宏观角度分析,这主要是由于纤维灌水器表面较陶土灌水器粗糙并具有较好柔性,能更好地与土壤颗粒接触,具有更好空隙连续性,从而可以更充分发挥土壤吸力的作用。从微观角度考虑,可能是纤维灌水器孔隙结构和尺寸比陶土灌水器更接近土壤。
2007年,邹朝望等(2007)更加细致地研究了负水头灌溉原理及其装置,同样指出供水器应满足透水不透气,一定的渗透度以及最大供水面的特性。并且总结了前人Aderaldo Sliva De Souza研究的陶土罐渗水材料,陶土罐用管道连接密封,形成灌溉管埋在土壤里,其设计初衷是应用于正压灌溉,但是亦可应用于负压灌溉,只是应用于负压灌溉会有一些缺点:陶土罐渗透性太小,渗水量不能满足作物需水要求;再者水质较差时,陶土罐易被堵塞,影响灌溉效果。因此,在前人研究的基础上,邹朝望等又研制出两种负水头供水用陶瓷供水器:中空圆盘式供水盘和中空弧形陶瓷供水器,并应用到了负压灌溉装置中。这两种渗水器主要是从形状外观上进行了创新改良,其本质的材料并没有太大改变,仍然为陶瓷类无机材料。
传统应用于低压或负压自动补给灌溉装置中的负压渗水器主要为陶瓷头,但是陶瓷头有一些缺点,如易碎、韧性差、成本高等,不适合在田间大面积应用。
2、有机渗水材料
(1)多孔渗水管
20 世纪 70 年代,日本研制出一种用特殊聚乙烯制成的新型多孔管(吴景社,1994),多孔管采用激光打孔,孔径均匀,只是当时是将该多孔管应用于喷微灌技术中,作用是使水滴雾化。
20世纪70年代中期,开发出了一种渗水胶管(刘玉田,2003),主要应用于地下灌溉系统。这种管子具有良好的韧性,耐腐蚀,管壁内孔隙分布均匀,使用寿命长,抗冻,现已在北欧和北美地区推广使用。该渗水胶管是运用低压灌溉原理工作,通过较低的水压和土壤的毛细作用,水分从多孔的管壁渗漏到周围土壤中,当土壤处于干燥状态时,毛细管作用强,水渗漏得快,随土壤中水分的增加,渗水速率减慢,当土壤水分达到饱和状态时,渗水停止。多孔渗水胶管所用的原材料成本较低,主要有胶粉、热塑性塑料和几种加工助剂。胶粉是多孔渗水胶管的主体材料,主要来自废旧轮胎;热塑性塑料为聚乙烯,作胶黏剂使用;加工助剂是挤出加工过程用的润滑剂。
在运用挤出工艺(刘玉田,2003)制作的过程中,胶料中的水分在挤出机机筒内受热转变成的蒸汽在出口处透过管壁释放,同时在管壁内形成迷宫式空隙,即透水孔。
(2)微孔管
聚氯乙烯树脂、多孔瓷等材料可制成微孔管,作过滤器材使用。它适用于水中不溶性盐类、煤粉等细小颗粒的去除。1998年,刘仁山主要研究了以聚乙烯(PE)为原料,通过烧结成型工艺来制备微孔过滤材料,主要作为高悬浮物含量的炼钢污水处理系统中的微孔管(刘仁山,1998)。制备过程中在高聚物粉体基料中掺混了部分挥发性和水溶性物质作为致孔剂,致孔剂可在微孔体烧结、冷却过程中挥发或溶解,从而将原先占据的空间释放出来,形成微孔。其主要工艺流程为:配料→混合→装料→烧结→出烧结箱→脱内膜→冷却→脱外膜→形成微孔管→水浸→机械加工→包装。对制得的滤管进行性能测试发现:随着PE分子量增大,滤管开孔率及强度均相应增大;PE颗粒越大,开孔率也越大,但微孔结构不规则,分布不均,强度也较低;随装料密度的增加,开孔率下降,强度上升,微孔结构变得细密均匀;致孔剂用量越多,滤管开孔率增大,而强度下降;此外烧结温度和烧结时间均对滤管的性能有重要影响。
微孔管可做为微孔塑料负压给水管作为灌水器应用到负压灌溉中(王佳甜等,2012)。常用的渗灌管、滴灌管的孔径都>50μm,习惯上将<50μm的称为微孔,要在光学显微镜下才能观察测量。微孔管主要有以下特点:第一,透水微孔在50μm以下,孔道为多层开孔气泡沟通而成,孔道不规则不光滑;第二,微孔管充满水后,可在微孔表面形成一层水膜,可防止空气的进入,保证“透水不透气”;第三,负压流动状态下,很容易在个别地方发生气体进入,使管中产生气泡,形成“水汽流”。
2007年,大连市水利科学研究所的宋毅夫申请微孔塑料管专利,该塑料管由采用软质塑料,加入物理发泡剂,在高压30~60Mpa下由拉管模具挤出,形状管形,管壁含大量微孔,并有少量是透水孔,孔径在10~50 μm,充水后可形成负压(肖俊夫等,2012)。由此看来,灌溉用材料的研究已经由无机陶瓷类向有机高分子方面转变,但是有机材料中切实应用于负压渗水器方面的寥寥无几。
1.3 高分子材料简介
高分子材料是由相对分子质量较高的化合物构成的材料,通常分子量大于 10000(黄明杰等,2014)。高分子材料可以分为天然高分子材料和合成高分子材料。天然高分子材料有天然橡胶、纤维素、淀粉、蚕丝、甲壳素等。而合成高分子种类很多,大致可分为塑料、橡胶、纤维、薄膜、胶粘剂、涂料和功能高分子材料等许多种类(王澜,2011),其中塑料、合成橡胶和合成纤维被称为现代三大高分子材料(李伯耿,1996)。它们质地轻巧、原料丰富、加工方便、性能良好、用途广泛,因而发展速度大大越过了传统的钢铁、水泥和木材三大基本材料。
1.3.1 微孔发泡高分子材料概念及特性
微孔发泡高分子材料是微孔材料的一种。20 世纪 80 年代初,美国麻省理工学院的 N.P.Suh教授小组首先进行了微孔发泡高分子材料的研究,起初他认为泡孔尺寸为 10μm 或小于该尺寸的任何高分子泡沫材料即为微孔发泡材料。20 世纪 90 年代中期又对该定义进行了补充修改,认为泡孔尺寸<10μm,泡孔密度为 109cm-3~1015cm-3,密度比原材料下降 5%~95%的材料,才视为微孔发泡材料。后来,随着实验室研究到工业化生产的转变,现在认为微孔发泡材料的定义为:泡孔尺寸小于 50μm~100μm,泡孔密度超过 108cm-3的热塑性高分子材料(鲁德平等,2002)。
微孔发泡的高分子材料根据结构的不同,也可以分为开孔型微孔高分子材料与闭孔型微孔高分子材料(朱文利等,2004)。开孔型微孔高分子材料是指泡孔是破的,且与邻近泡孔间相互贯通,因此具有可透过性,可以用于过滤膜和纤维、色谱柱高效填料、药品控释材料以及仿生皮肤等;闭孔型是指虽然有微孔,但微孔各自独立,并不互相连通,可作为结构材料使用。
微孔发泡材料具有质轻(较未发泡轻 5%~95%)、抗冲击强度大(比未发泡的普通材料高 5倍)、刚性-质量比高(比未发泡材料高 3~5 倍)、疲劳寿命长(比未发泡材料高 5 倍)、热稳定性高、介电常数小、热传导性低的特点。这些特点的根源主要是材料中均匀分布着的尺寸极小的泡孔,极大增强了材料的力学性能(鲁德平等,2002)。
微孔泡沫塑料属于新型的改性热塑性泡沫塑料,属微孔发泡高分子材料范畴。它是一种性价比高的新型材料,具有优越的力学性能及隔音、保温等特殊性能,在许多场合都可以替代天然木材等实体材料,因此在民用、军事及航空等领域具有广泛的应用(高达利等,2005)。
1.3.2 微孔发泡高分子材料研究进展
20 世纪 80 年代由 N.P.Suh 教授小组研制开发一种微孔高分子材料——聚苯乙烯(PS)材料,是较早出现的微孔材料。他们采用超饱和气体法(方荃等,2003;王珊,2007)制备微孔发泡高分子材料,总结出一套加工工艺即聚合物原料进料和熔化、超临界气体注入与熔融聚合物形成混合体系、微孔成核、微孔的增长和定型四个步骤。并且对影响微孔发泡材料的泡孔密度、大小和分布的参数做了研究,发现主要影响参数为压力、温度和时间(鲁德平等,2002)。现在,麻省理工学院的项目资助者 Trexel 公司现已可生产 PS、PE、PP、刚性 PVC 型材、PC/ABC、热塑性弹性体等多种微孔发泡高分子材料。
1981 年,微孔泡沫塑料由 J.E.Martini 首先研制成功,实验发现,由于微孔泡沫塑料的泡孔极小且分布均匀,使聚合物中的微隙圆孔化,泡孔实际起到了类似橡胶颗粒增韧的作用(唐建君等,2010)。英国Cookson Entek公司在20世纪80年代已开发出超高分子量聚乙烯(UHMW-PE)的微孔隔板材料(赵忠华等,2003)。实验探究了成型方法对微孔材料孔径、分布和孔隙率参数的重要影响,最终采用了热致相分离(TIPS)技术(高长有等,2001),即先将一些热塑性、结晶性的高聚物(如聚烯烃等)与特定的稀释剂在高温下形成均相溶液,而稀释剂对该聚合物而言是一种潜在溶剂,在常温下是非溶剂而高温时是溶剂,即“高温相溶,低温分相”。当降低温度时,原先的均相溶液发生固-液或液-液相分离,脱除稀释剂后其在体系中所占有的空间就形成了微孔(李大松,2006)。
20世纪90年代初,V.Kumar等利用间歇成型法成功地制得了聚碳酸酯(PC)微孔泡沫塑料,提出可以通过控制温度来控制PC微孔泡沫塑料的密度(黄目张等,2007)。
我国的微孔材料早期在滤膜方面得以应用,始于1973年前后,当时主要应用于医药领域的纤维素聚烯烃类有机滤膜(宫美乐等,2003),现在已经拓展到食品、化工、电子等领域,无机滤膜(陶瓷滤膜、金属滤膜)也活跃起来。2001年,张志莲提出,影响微孔泡沫制品质量和产量的因素主要有原材料、成型设备和成型工艺三个方面(张志莲等,2006)。2007年,北京化工大学研究了PMMA(聚甲基丙烯酸甲酯,俗称有机玻璃)和PP(聚丙烯)的微孔发泡工艺(王珊,2007)。
2008年,陕西科技大学采用超饱和气体法制备了玻璃纤维/不饱和聚酯微孔复合材料(赵雪妮等,2008)。这些有机材料高分子材料虽然具有较好的微孔结构,但泡孔未必相互连通又或者是疏水性的。这样的微孔材料主要应用在正压灌溉中,在负压灌溉系统中运用较少。因此,在高分子材料这个广阔的领域中,我们试图寻找具有微孔性、高亲水性、发泡点值(或进气值)高、渗透性好、不易碎的高性能负压渗水材料。
1.4 PVFM 材料简介及研究进展
1.4.1 PVFM 简介
聚乙烯醇缩甲醛泡沫塑料(PVFM)是聚乙烯醇和甲醛在强酸性条件下,高分子中的两个醇羟基与一个醛基发生缩聚反应形成的分子内缩醛化物,反应式如下:
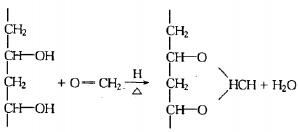
这种高分子材料具有多孔性、高水亲和力(有羟基)、机械强度高(拉伸强度>0.4MPa)、化学稳定性及生物稳定性好的优点,被广泛应用到清洁美容行业(家用拖把、平面洗车巾、粉扑等)、医疗卫生行业(手术用脱脂棉、脱脂纱布、吸血海绵等)、环保及生物载体方面(过滤、污水处理等)等(王光钊等,2007)。
PVFM泡沫塑料为开孔型微孔泡沫塑料,单元微孔相互连接,有开放的三维空间,气孔的尺寸和形状可根据需要进行调整,根据孔的大小,可以将PVFM样品划分为六个级别,如表1.1(王光钊等,2006)。从表中可以看出,六个级别孔径变化范围为1~3000μm,各级别气孔的比例变化不大,但是气孔的尺寸变化较大,因此,是可以通过调整工艺来达到不同的孔径要求。
表 1.1 PVFM 泡沫塑料产品级别
1.4.2 PVFM 研究进展
早在 1945 年,英国维尔特克斯公司首先成功研制出聚乙烯醇缩甲醛(PVFM)泡沫塑料。1952年,美国也研究出 PVFM 泡沫塑料的制造技术。因 PVFM 性能好、应用范围广,我国一些科研院所也纷纷投入到 PVFM 的研究中来。2005年,贵州水晶有机化工集团通过对物料中 PVA 浓度、HCl、HAC、甲醛加入量及加入方式、缩醛温度的调整,采用非均相法和均相法工艺制得了均匀、稳定、分散程度较高的粉状或细砂状的聚乙烯醇缩甲醛产品(柯丽军等,2005)。2009 年,上海化工大学探究了新型 PVF 过滤膜的合成制作工艺。由 PVA 与甲醛反应,这种泡沫塑料质轻、强度高、亲水性好,网孔大小均匀可控,不易产生碎屑物,是一种新型的过滤材料(叶晶等,2010)。试验还探究了不同反应条件对泡孔大小的影响。2011 年,华南理工大学化工学院用一步发泡法制得 PVFM 吸水海绵,试验借助孔径、密度、吸水率、吸水速率、保水率等表征测试,分析吸水海绵结构与性能之间的构效关系,确定最优吸水海绵配方(罗志波等,2012)。2012 年,合肥工业大学化工学院用淀粉溶出法(唐龙祥等,2012)制备了 PVFM 泡沫塑料,发现 PVA 及淀粉的种类和用量、甲醛与硫酸的用量均对泡沫塑料的性能有一定影响。
国内在新材料的开发研究方面虽然起步较晚,但发展较快,在微孔材料方面投入较大,然而在制备方法的优化以及改性方面研究较少(唐建君等,2010)。对于 PVFM 的改性研究,2005 年,兰州交通大学材料工程研究所用超声波分散法(李志伟等,2007)制得纳米凹凸棒土,并将其添加到 PVFM 泡沫塑料中,研究发现添加凹凸棒土 10%,PVFM 的力学性能、吸水率得到了最大提升,之后随凹凸棒土用量增加,性能反而下降(张媛等,2005)。2011 年,河南科技大学对 PVFM 的热性能进行改性研究,由于 PVFM 的缩醛化程度较低,加热易降解,因此在以正硅酸乙酯(TEOS)作为前驱体的条件下,添加二氧化硅来增强其耐热性,结果在二氧化硅含量为 15%时,材料的初始热分解温度为 322.5℃,比改性前提高了约 94℃(姜玉,2012),而且拉伸强度也得到提高。
1.4.3 PVFM 制备的影响因素
1、PVFM 的基本原料
PVFM 的合成有三大基本原料:PVA、水、甲醛。不同原料用量的比例即构成配比。PVA 与水的比例对产品性能有较大影响。罗志波等研究得出,PVA 的型号不同、与水的质量比不同,产品的吸水倍率也不同,PVA-1788,且与水之比为 1:7 时,海绵的吸水性能最佳(罗志波等,2012)。有关研究表明(李萍等,1992),水的用量对泡沫塑料吸水率和拉伸强度的影响远大于 PVA 种类、酸用量和醛用量的影响,各因素的关系是:H2O > PVA> H2SO4> HCHO。姜玉等(2011)研究得出,在实际生产中,PVA 水溶液的质量分数应控制在 10%~25%。叶晶等(2010)在 PVF 过滤膜的制备过程中测定了不同原料配比在不同温度下所得产品的压差值,得出最适反应物配比为:
聚乙烯醇:甲醛:硫酸:淀粉:盐:甘油=1:1:1:5:1:1。甲醛作为固化剂在 PVFM 的合成中十分重要,随甲醛用量增加,缩醛化程度增加,吸水率降低,硬度增加,甲醛质量分数一般控制在 6%~8%(唐龙祥等,2012)。罗志波(2012)指出,当 PVA 为 30g 时,甲醛加入 5ml 时,缩醛化度和吸水倍率都达到峰值,继续加入,吸水倍率呈递减趋势,过多的甲醛会以游离态存在,不利于环境保护。姜玉(2011)指出,实际生产中一般控制甲醛/PVA 物质的量比为 0.6~0.75,pH 值为 1~2。
2、PVFM 的发泡工艺
机械打泡法是一种物理发泡方法,在泡沫材料的制备的过程中被广泛使用(Tomita T,etal.2004;2005),通过高速搅拌将空气均匀混入 PVA 水溶液中,同时也加快缩聚反应速度,使聚合物从溶液中离析出来。搅拌速度直接影响泡沫孔径大小及均匀性,搅拌速度过慢不会产生较为均匀的泡孔,一般搅拌速度在 1700rmin-1以上(李萍等,1992)。
发泡剂发泡通常在机械发泡法的配合下使用。发泡剂种类较多,原理一般都是因发生反应后使产生气体存在于溶液中,从而制得微孔。水作为良好的溶剂,可以很快地将易溶于水的反应物溶解使其参与反应,现在国内外对多数易溶于水基的泡沫塑料的研究主要是使用水作为发泡剂(Bhatnagar S et al.,1994;Cha J Y et al.,2001;Chinnaswamy R et al.,1988),如制作淀粉基泡沫塑料。水作为溶剂在搅动的过程中会产生气泡,也可作为反应物通过化学反应达到发泡效果。
在制备硬质聚氨酯时,常会将水与异氰酸酯反应,生成的CO2直接作为发泡剂填充到材料中,形成泡孔(贾其舜,1982)。在PVFM的制作中,也有运用碳酸氢钠或碳酸钠和酸反应(王会才等,2005;武士威等,2009)。姜玉(2011)研究指出,碳酸钠发泡剂的用量在3%~5%为宜,可获得开孔结构、气孔均匀、吸水率和强度都较佳的材料。罗志波等(2012)在制作PVFM海绵时用戊烷作为发泡剂,并与其他几种发泡剂对比,证明以戊烷作为发泡剂时效果最好,且发泡剂最佳用量在1.5ml左右,并指出发泡剂的用量与种类均对泡孔的大小以及开孔的效果有影响。
3、PVFM 的反应条件
制备 PVFM 的过程中反应条件是影响产物合成效果的又一重要因素。对于 PVFM 多孔材料而言,其孔隙结构由于反应条件影响,会导致进气值以及渗水性能发生变化(叶晶等,2010)。在 PVA 与甲醛的缩聚反应中,反应时的温度、保温时间必然会影响产品质量,当采用机械打泡法时,搅拌机转速也成为一个影响因素。用机械搅拌和发泡剂气泡法制备 PVFM 泡沫塑料时,温度一般在 50~80℃,时间控制在 5h左右(姜玉等,2011)。王光钊(2006)总结当用机械打泡法时,搅拌机转速在 1700r
min-1以上,用化学发泡法时,在 50℃保温反应 4~16h。柯丽军(2005)在研究 PVFM 时,也将反应温度设在 50~60℃。叶晶(2010)在研究 PVF 过滤膜时指出,当作为普通的水质净化之用时,70℃反应 10h 最合适。姜玉对 PVFM 进行耐热性的改性研究,反应温度 50~60℃保温 5h。王锐(1997)在合成 PVF 泡沫塑料时,于 50~70℃缩醛化 4~8h,得到呈现模具形状的 PVF 泡沫塑料。唐龙祥等(2012)于 51℃下加入甲醛反应,又于 62℃烘箱中保温反应 10h,得到聚乙烯醇缩甲醛吸水泡沫塑料。张媛等(2005)将纳米凹凸棒土填充到聚乙烯醇缩甲醛泡沫塑料中后,在模具中于 50~70℃缩醛化 4~8h,得到拉伸强度和吸水率较高的纳米凹凸棒土/聚乙烯醇缩甲醛泡沫塑料。胡玉祥等(2013)经过多次研究,证明反应温度 55℃保温 8~12h 塑料泡沫稳定性最好。
4、助剂的影响
高分子材料中常会添加各种助剂,如增塑剂、填料、稳泡剂等等,它可以改善复合材料性能,如力学性能、密度以及吸水率等性能。塑料增硬剂是指用于提高各种塑料硬度和抗弯能力的添加剂。一些广谱增硬剂可广泛的应用于 PP、PE、PS、PO、ABS、PS、HIPS 的吹膜及注塑件上面,增硬效果好,分散好,具有增硬抗划伤等功能。刘燕生等(1996)增硬橡胶时加入酚醛补强树脂作为增硬剂,可赋予橡胶较好的综合物理性能。
填料是用以改善复合材料性能,如硬度、刚度及冲击强度等,并能降低成本的固体添加剂,它与增强材料不同,填料呈颗粒状,而呈纤维状的增强材料不作为填料。许涛等(2010)指出,在由偏高岭石、磷酸和水按一定比例混合制得的地聚物中加入聚乙烯醇,可以提高复合材料的抗压强度,最大值为 61.5Mpa。杨慧群等(2011)将石英、高岭石、白云母三种矿物按一定比例共混,填充到丁苯橡胶中,证明有补强作用,且经过表面活性剂 KH570 改性后,复合材料的最大载荷、断裂伸长率、撕裂强度分别达到 64.43N、1070.72%、12.06kNm-1,改性矿粉能够较显着提高丁苯橡胶的力学性能,起到补强和降低成本的双重作用。王军等(2004)在用纳米二氧化硅增强硬质聚氨酯泡沫塑料时,发现,纳米 SiO2对硬质聚氨酯泡沫塑料有一定的增强增韧作用,纳米颗粒含量达到 7wt%左右时,硬质聚氨酯泡沫塑料的压缩强度和冲击强度达到最大。与未添加纳米颗粒的聚氨酯泡沫塑料相比较,压缩强度最高可提高 20%以上,冲击强度可提高 30%左右(陈挺等,2005;高四等,2004),但拉伸强度变化极小。
表面活性剂常被作为助剂应用在高分子材料的制备中,可以起到匀泡剂、稳泡剂的作用。有关文献资料表明,有机硅表面活性剂可作为稳泡剂,降低孔壁的表面张力,促进泡孔中维持一定正压,从而控制泡孔增长和稳定,使泡孔不破裂也不瘪塌(于宏伟,2010)。它在聚氨酯泡沫合成中起到匀泡的作用,可以促进泡沫体的弹性以及泡孔的均匀(李玉松,2004)。在其他泡沫塑料的生产过程中也可以起到体系分散、气泡生长、气泡稳定及气室开放的作用(孙争光,2001)。
1.5 研究契机
综上可以看出,PVFM 亲水性好、吸水能力强、韧性高,具有可调的微孔结构,在许多领域都得以应用,然而目前有关灌溉技术的国内外文献资料尚未提及该材料被运用到负压灌溉领域(Blanke A et al.,2007;黄兴法等,2002;罗金耀等,2003)。有研究表明,PVFM 原料配比影响其微孔结构(Gregg S J et al.,1967),而微孔结构与发泡点、渗水率等负压渗水性能指标密切相关(Gibson L J et al.,1999),由拉普拉斯公式(Jang J et al.,2004):孔径大,毛管吸力小,发泡点值低,影响负压条件下水分渗出;孔径太小,水分移动太慢,影响渗水速率。所以从理论上看来,PVFM 泡沫材料作为负压灌溉的渗水材料也是可行的,并且成本低韧性好不会碎,可以一次性大批量生产,对推动负压灌溉技术发展有重要意义。
1.6 研究目标
本试验通过设置原料配比制备出系列 PVFM 样品,考察其负压渗水性能来确定最优配方、反应条件以及较好的改良助剂,并将初步筛选出的一种 PVFM 样品与现在使用的陶瓷渗水头相比较,进一步证实 PVFM 作为负压渗水器的可行性,以促进负压灌溉技术的发展。
1.7 研究内容
1、原料配比对 PVFM 制备成负压渗水材料的影响
2、反应条件对 PVFM 制备成负压渗水材料的影响
3、不同助剂对 PVFM 制备成负压渗水材料的影响
4、不同规格对 PVFM 渗水器负压渗水性能的影响
1.8 技术路线
针对研究目标与研究内容设计出如下技术路线。
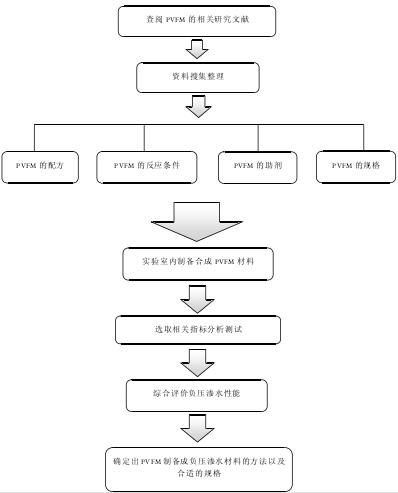
图 1.1 技术路线





