����ժҪ��������ij������������Һ��ˮ��������������ģ400m3/d������ȫ�����������գ�Ԥ�����β���“���ڳ�+����+MBRĤ��Ӧ��+����+(STRO)”���գ�Ũ��Һ�β���“��������+�������+����̿��������”����ˮҪ��ﵽ����������������Ⱦ����Ʊ���(GB16889-2008)��2�ŷű���ֵ��ͨ������ʵ��Ӧ�÷�����ϵͳ����Ч�������������ϵͳ����Ч��CODƽ��ȥ����Ϊ99.43%������Ϊ98.55%,TNΪ98.40%,SSΪ99.00%������Ч���ȶ�������CODȥ���ʹ������Ĺ��ն�Ϊ����+���˷�Ӧ�Σ�Ũ��Һ�����������ζ�CODȥ���ʴ�90%���ϡ�
�����ؼ��ʣ�����;����Һ;ȫ��������;Ũ��Һ;����Ӧ��;
����Abstract��A domestic waste leachate sewage treatment plant in Chongqing, with a treatment capacity of 400 m3/d, adopts the full quantitative treatment process. The pretreatment section adopts the process of “Regulating tank + Biochemistry +Membrane reactor + Nanofiltration +(STRO)” and the concentrated liquid section adopts the process of “Coagulation sedimentation + Deep oxidation + Activated carbon adsorption”. The effluent is required to meet the emission standard limits in Table 2 of the standard for the control of pollutants in domestic waste landfills(GB16889-2008). Through the practical application of the project, the treatment effect of the system is analyzed. The results show that the average removal rate of COD, ammonia nitrogen, TN and SS is 99.43 %, 98.55 %, 98.40 % and 99.00 %, respectively. The treatment effect is stable. Among them, the process section with the largest contribution to the COD removal rate is the nitrification + ultrafiltration reaction section, and the concentrated solution reduction treatment section has a COD removal rate of more than 90 %.
����Keyword��garbage; leachate; fullquantification; concentratedliquid; engineering application;
����1 ǰ��
����Ŀǰ����Գ������������Ĵ��������۲���ֱ�ӷ��շ��绹����������������������Һ����������[1]������Һ�ɷָ��ӡ���Ⱦ��Ũ�ȸߣ�������������Ե���ˮ��������������������صĶ�����Ⱦ���������������Һ�����ƶ����ϸ���ŷű����ҹ���2008��䲼�ˡ���������������Ⱦ���Ʊ���(GB16889-2008)����������Һ�����ŷű�������������ѧ������(CODCr)����������Ҫ��Ⱦ��ָ���ܵ��ϸ�ܿ�[2,3]��
����������������Ϊ�����������մ��ù��̵�������Ŀ������Һ�����ѳ�Ϊ��ǰ������ѹ�¼�ܲ����ص㶽�����ͬʱ�����漰����Ⱦ�ﴦ�ú��ŷ����⣬�ܵ����Ⱥ�ڵ����й�ע�����ӣ������������Һ�Ĵ����ʹ�����������ʱ�ڵ��ϸ��顣�ڻ����������£�����Ҫ����ҵ�ϸ������������Һ�������̣�������Ⱦ���ŷű���Ҳ������Һ��������������߱������������������Ļ�������[4,5,6]��
�����ҹ�Ŀǰʹ�ý϶����������Һ��������ΪĤ���ﷴӦ��+˫Ĥ��(NF/RO)����Ϲ��գ���Ĥ�������øߣ��Ҳ�����Ũ��Һ���һ������[7]��ĤŨ��Һ���漼�������MVR�����������������ɽᾧ�Σ��������Ӵ����ɱ�����������������·����Ѱ�ҵ�����[8]���ʱ�����Ϊ����������⣬������������Һȫ�����������գ�Ϊ������Ŀʵ��Ӧ���ṩ������
����2 ���̸ſ�
����2.1 �������
��������ij������������Һ��ˮ��������ƴ�����Ϊ400 m3/d������“���ڳ�+����+MBRĤ��Ӧ��+����+(STRO)”���գ�����Ũ��Һ����“��������+�������+����̿��������”����ˮ�ﵽ����������������Ⱦ����Ʊ���(GB16889-2008)��2�ŷű���ֵ��
������������Һ�ɷָ��ӣ����˸�Ũ�ȵİ����⣬���и�Ũ�ȵ�COD����ȡ���Ӳ�ȼ�������SS��ĤŨ��Һ���ص�ΪCOD���ߣ�������һ�������������£������ѽ�����л���һֱ��������ˮ�к���ȥ����
�������ڹ����ô��ֹ��մ���������������Һ�����侭����Ĥ��Ũ��Һ���������ݽ��٣����о���ͨ����ˮ��������������ʵ�ʴ���Ч�������Ը����նν���ˮˮ�ʽ��м���о�������������Ⱦ��ȥ���ʣ�Ϊ��������Һȫ����������ơ���Ӫ�ṩ�ο���
����2.2 ��ƽ���ˮˮ��
��������Ŀ��ˮ��ҪΪ������������Һ����ˮ�ﵽ����������������Ⱦ����Ʊ���(GB16889-2008)��2�ŷű���ֵ�������Ҫ������ˮˮ��ָ�����1��ʾ��
��1 ��ƽ�����ˮָ��

����2.3 ��������
������ˮ���������̣�
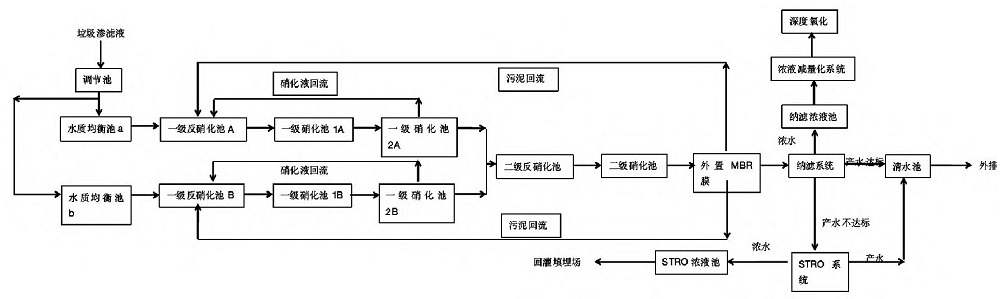
ͼ1 ��ˮ����������ͼ
����ŨҺ������ϵͳ��

ͼ2 ŨҺ��������������ͼ
���������̹���������ͼ1��ͼ2��ʾ�������̹��ն���Ҫ��������Ԥ��������Ũ��Һ�����������Ρ���������Һ�ɾ���ء����ڳؽ��о��ʾ��������������Ӧ�Ρ������ز�������A/O���գ���Ԥ�������ء�һ���������ء�һ�������ء������������ء����������أ���Ϊ����(A�ߡ�B��)�����в������С�AOϵͳ�ڳ�������ϲ��ո���A-A/O���գ�ʵ����ȫ���ʽ������ʽ�Ľ�ϣ��Դﵽ���õ���̬����������Ч������������Ӧ��ij�ˮ����Ĥ����ϵͳ������ȴ�����Ĥϵͳ�������˼�STRO������STROΪ�ȱ�ϵͳ��������ˮʱ�ɲ����С���ȴ������ĤŨ��Һ���м���������������Ҫ����Ϊ��������+�������+����̿�������ա�
����2.4 ��ⷽ��
������Ҫ�����ĿΪ�¶ȡ�pH��COD��NH4+-N��TN��TP�ȣ���Ҫ�����������3��
��3 ��Ҫ��ⷽ��������
����3 ��������
������������2020��19�³���չ���е��ԣ�������Ҫ����ϵͳ�������ԣ�ϵͳ��ˮ�����Գ������յ��Լ����ֻ������ࡢѱ������ϸ������ȷ������ʵ�ʽ�ˮˮ��ˮ���Ĺ��տ��Ʋ���������ȷ����ˮˮ�ʴ���ǰ���£������ܽ����ܺĵȡ���������Ϊ90�죬����Ԥ��������Ϊ20�죬����ϵͳ80�����Ҵﵽ�����ɣ���ȴ���Լ30��ﵽ�����ɡ�
�������Թ�����Ҫ�������ݰ��������P�豸�ܵ�������飬����ϵͳ���࣬Ԥ����ϵͳ���ԣ�����ϵͳ���ɵ��ԣ�Ĥϵͳ���ԣ�ŨҺ������Ԫ���Կ��˼����գ����������нΡ�
�������Թ����������쳣�����Ԥ����ʩ������
����3.1 ����Ӧ��
�����ڸ���ʱ����ˮ������ˮ��ϵͳ��Ԥ����ϵͳ�����ڳ�ϵͳɢ�Ⱥ���������ˮ����35��40�����ҡ��ļ�������Ҫ��Ĥ������Ӧ��Ӱ��ϴ���Ӧ���¶ȸ���40��ʱ���������ォ�����������Ĥ������Ӧ������������ȴϵͳ������Ӧ���ڷ�Ӧ�¶ȹ���ʱ����ȴϵͳ����������������ȴ��
����3.2 ��ˮCOD����
�����������ճ�ˮCOD�����ԭ�����Ϊ��ˮCODԶ�������ֵ��������ʩ��Ҫ�У���MBRϵͳ�����������и�����ʱ������������������ͽ�ˮ�������ͽ�ˮCODŨ�ȣ�����õ�CODŨ�ȵķ�ˮ���CODŨ�ȵķ�ˮ��ϣ�ʹ������ˮCOD�ȶ������ֵ���ҡ�
����3.3 �������ܽ�������
�����������ܽ�������һ�������¼���ԭ����ɣ�ϵͳ��ˮ�������ɹ��ߣ�ϵͳ����Ũ�ȹ��ߣ�����Һλ���ͣ�����ϵͳ�����쳣��
��������������������ͽ�ˮ���ɣ���ʱ���࣬��������Ũ�ȣ��������Һλ�����Һλ���������ϵͳ�Ƿ��쳣��
����3.4 ��ĭ����
��������ʱ�����γ�������ĭ����Ҫ�����ֶ�ΪͶ�����ݼ������Բ��þ���ǿ�����Ե�ɱ���������ȡ�������������ȡ��������þ��Ҷ�������ͪ����������ҩ�����Լ��Ȼ�����ͭ����ϴҺ�Ļ��ҩ���ȡ�����Ŀ����ϵͳ���������ݼ���ҩϵͳ��������ϵͳ������ĭʱ�������ݼ�Ͷ��ϵͳ��������ĭ��ϵͳ�������д����IJ���Ӱ�졣
����3.5 �ܵ�й©
�������ܵ���������ʱ�������ܵ�������ɷ�ˮ������ر����粻���ƴ��������п���������صĻ�����Ⱦ�����ڼܿչܵ���й¶�����֣�ά�ޱȽϼ��ʱ�������Ҫ�ܵ������üܿշ�ʽ���ܵ�й¶ʱ��ֹͣ����ܵ����ʲ��ſպ����䲻ͬ�IJ��ʲ��ò�ͬ�ĺ��ӡ�ճ�ӵȷ�ʽ�������ɡ�
����4 ���������
����4.1 ϵͳ���崦��Ч������
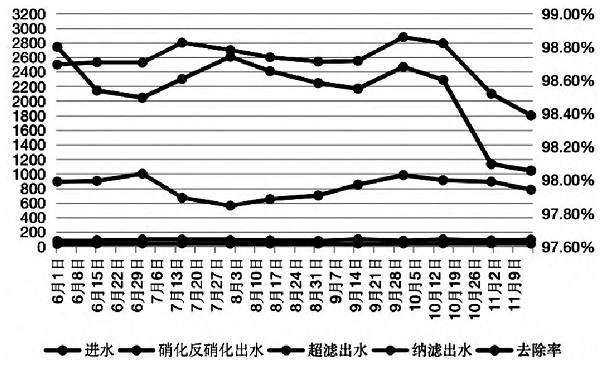
�����ù�����2021�������ʽ���У���Ϲ��ն���������Һ��COD��NH4+-N��TN��SS�����������ȶ���ȥ��Ч��������ˮCODΪ6200��14900 mg/L��NH4+-NΪ1500��2500 mg/L��TNΪ1800��2800 mg/L��SSΪ800��1200 mg/LΪʱ����ˮCODΪ60��80 mg/L��NH4+-NΪ10��20 mg/L��TNΪ30��40 mg/L��SSΪ10��15 mg/L��COD��NH4+-N��TN��SS��ȥ���ʷֱ�ﵽ99.43%��99.55%��98.40%��99.00%����ˮ����ָ������㡶��������������Ⱦ���Ʊ���(GB 16889-2008)��
����4.2 ϵͳ�����նζ�CODȥ��Ч��
������ϵͳ�����նζ���������ҺCOD��ȥ��Ч����ͼ3��ʾ������ˮCODΪ6200��14900 mg/Lʱ������������ϵͳ������ϵͳ������ϵͳ��ˮCOD�ֱ�Ϊ2300��3000 mg/L��1000��1260 mg/L��60��80 mg/L����Ϲ��ն�COD����ȥ���ʾ�����99%�������ﴦ��ϵͳ��������������������Һ�п����オ���л�����������³´�л���ã�ȥ��COD��Ϊ�����˺�����ȴ�����Ԫ�ĸ��ɡ�����ϵͳͨ��Ĥ�������ý�һ������ϵͳ��COD�ĺ���������ϵͳ��ϳ���ϵͳ��CODȥ���ʴ�93%��ΪCODȥ���ʹ������Ĺ��նΡ��������Һ��������Ĥϵͳ���н�һ��������ϵͳ���䱸STRO�ȱ���Ԫ������ˮ�쳣ʱ��ΪӦ��������Ԫʹ�ã����ϳ�ˮ�ȶ��ԡ�
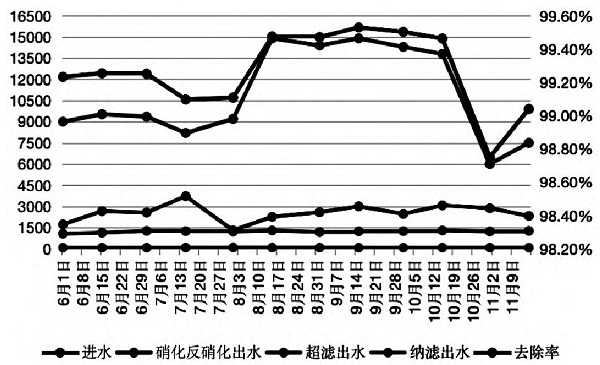
ͼ3 �����նζ�CODȥ��Ч��
����4.3 ϵͳ�����նζ�NH4+-Nȥ��Ч��
������ϵͳ�����նζ���������ҺNH4+-N��ȥ��Ч����ͼ4��ʾ������ˮNH4+-NΪ1500��2500 mg/Lʱ������������ϵͳ������ϵͳ������ϵͳ��ˮNH4+-N�ֱ�Ϊ15��20 mg/L��10��20 mg/L��10��15 mg/L����Ϲ��ն�NH4+-N����ȥ���ʾ�����99%�����ﴦ��ϵͳ��������������������ͨ�����������������������á��������������������������ó��������ɵ���ȥ����ͨ�����ﷴӦ�ν����˽�Ϊ�����������ã�NH4+-Nȥ���ʴﵽ99%���ϡ���������������ϵͳ��������ȥ������Ӱ�졣
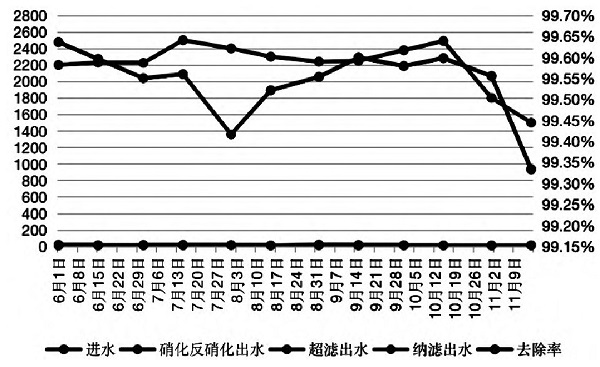
ͼ4 �����նζ�NH4+-Nȥ��Ч��
����4.4 ϵͳ�����նζ�TNȥ��Ч��
ͼ5 �����նζ�TNȥ��Ч��
������ϵͳ�����նζ���������ҺTN��ȥ��Ч����ͼ5��ʾ������ˮTNΪ1800��2800 mg/Lʱ������������ϵͳ������ϵͳ������ϵͳ��ˮTN�ֱ�Ϊ500��1000 mg/L��80��100 mg/L��30��40 mg/L����Ϲ��ն�TN����ȥ���ʾ�����98%�����ﴦ��ϵͳ��������������������ͨ�����������������������á��������������������������ó��������ɵ���ȥ����ͨ�����ﷴӦ�ν����˽�Ϊ�����������ã�TNȥ���ʴﵽ80%���ϡ�����������ϵͳ������ϵͳ��һ����TN��һ��ȥ�����á�
����4.5 Ũ��Һ���������ն�ȥ��Ч��
������ͳ�Ʒ���Ũ��Һ�����ν�ˮCODΪ3000��5000 mg/L����ˮCODΪ300 mg/L��ȥ����>90%���ô��������ξ��������������������������̿�������գ�ͨ����ѧ��Ӧ����ѧ�����������������ý���COD��һ������Ϊ��������COD��ȥ����Ϊ50%����������Ϊ����ʪʽ������ϵͳ��COD��ȥ����Ϊ85%����������Ϊ����̿������COD��ȥ����Ϊ10%��
����5 ŨҺ�������������в���
����ŨҺ���������նζԱ���ˮ����������Һ�Ƿ�ʵ��ȫ����������������Ҫ�����ã���˱��о��ص㿪չ��Ũ��Һ���������նι���ʵ�����в����ķ�����������£������������գ�����������Һ��ˮpHֵ��4Ϊ�ˡ����´�������Ӧ����Ũ��Һ������Ӧ����Ҫ��������������Ϊ��Ӧ�¶�60��65�棬��Ӧp H1.5��3.5����Ӧʱ��>10 h��ҩ��Ͷ��������Ϊ1.5��3.0 kg/m3��˫��ˮΪ30��40 L/m3(ÿ1000 mg/L CODͶ��10 L/m3˫��ˮ)��������BΪ1��2.5 kg/m3���кͳ����أ������кͳ�����pHֵ��9���ҡ�
����6 ����
��������������ij������������Һ��ˮ��������Ϊ��島�����ȫ�����������գ�Ԥ�����β���“���ڳ�+����+MBRĤ��Ӧ��+����+STRO”���գ�Ũ��Һ�β���“��������+�������+����̿��������”��ͨ��������ʵ���������ݷ�����������ָ��ͬ����������Һȫ������Ŀ�����У����ɴ˵ó����½��ۣ�
����(1����������Ϲ��ն���������Һ�ĵ���ˮCODΪ6200��14900 mg/L��NH4+-NΪ1500��2500 mg/L��TNΪ1800��2800 mg/L��SSΪ800��1200 mg/LΪʱ����ˮCODΪ60��90 mg/L��NH4+-NΪ10��20 mg/L��TNΪ30��40 mg/L��SSΪ10��15 mg/L����COD��NH4+-N��TN��SS��ȥ���ʷֱ�ﵽ99.43%��98.55%��98.40%��99.00%�������������ȶ���ȥ��Ч����ˮ����ָ������㡶��������������Ⱦ���Ʊ���(GB 16889-2008);
����(2)����Ũ��Һ������һ������Ϊ����������COD��ȥ�������Ϊ50%����������Ϊ����ʪʽ������ϵͳ��COD��ȥ�������Ϊ85%����������Ϊ����̿������COD��ȥ�������Ϊ10%;
����(3)Ũ��Һ���������նι���ʵ�����в���Ϊ�������������գ�����������Һ��ˮpHֵ��4Ϊ�ˡ����´�������Ӧ����Ũ��Һ������Ӧ����Ҫ��������������Ϊ��Ӧ�¶�60��65�棬��ӦpH 1.5��3.5����Ӧʱ��>10 h��ҩ��Ͷ��������Ϊ1.5��3.0 kg/m3��˫��ˮΪ30��40 L/m3(ÿ1000 mg/L CODͶ��10 L/m3˫��ˮ)��������BΪ1��2.5 kg/m3���кͳ����أ������кͳ�����pHֵ��9���ҡ�
���������
����[1]��ԭ.��������Һ������״�����������̽[J] .��ɫ�Ƽ�, 2017(20):2.
����[2]�ร��,��ѩ��������.�����������ճ���������Һ��������ʵ��[J] .ˮ��������, 2015,41(9):4.
����[3] OLOIBIRIV,CHYS M,WANDELSD,et al.Removal of organic matter and ammonium from landfill leachate through different scenarios:operational cost evaluation in a full-scale case study of a Flemish landill[J].JJournal of Environmental Management,2017,203:774-781.
����[4]��ӱ.��������Һ��������������ʵ��M] .�й�������ѧ������, 2008.
����[5]������½�ܣ�����,��.��������ҺĤŨ��Һ���ܵ�����ѳ��Ĺ����Ż��������������[J]����ҵˮ����, 2022 ,42(5):10.
����[6]�ŬB�أ�Ӧ���.��������ҺŨ��Һ��Դ�������о�[J].�㶫����, 2016,43(14):3.
����[7]����.��������ҺŨ��Һ��������[J] .��ϴ����, 2022 ,38(4):3.
����[8]���䣬������,����,��.�Ҷ���Ϲ��մ����������յ糧����Һ����������Ũ��Һ�������о�[J] .�㶫����, 2018.45(7):3.





