摘要:近年来中国化工行业的发展极为迅速,化工机械设备安装的受关注程度也不断提升,这一安装质量直接影响化工企业的生产能力和经济效益。基于此,文章简单分析化工机械设备安装工艺与质量控制路径,并结合实例深入探讨化工机械设备的具体安装要点。
关键词:化工机械设备; 安装工艺; 安装质量; 球形储罐;
0 引言
化工机械设备可分为化工机器和化工设备,只有所有化工机械设备实现高水平的分工合作,方可保证生产质量、安全、效率,因此必须严格管控化工机械设备的安装质量。考虑到多方面因素均可能威胁化工机械设备安装质量,如焊接质量、安装尺寸偏差、安装工艺质量等,这类内容必须得到重点关注。

1 化工机械设备安装工艺与质量控制路径
1.1 基本控制路径
为保证化工机械设备安装质量,安装前必须强化对化工机械设备的种类和性能了解,并以此开展针对性的准备工作。通过全面了解化工机械设备,即可降低安装过程中出现问题的几率,前期准备工作也能够更好开展,具体的准备工作涉及对化工机械设备种类的了解、安装方式的针对性制定、安装方案的科学编制,安装效率和质量可由此得到保障。在具体的安装过程中,安装尺寸偏差的控制和焊接施工质量的控制同样需要得到重视,以此尽可能缩小安装尺寸偏差,规避焊接偏差,同时严格遵循焊接规范,焊接缺陷的针对性处理也需要得到重视。此外,化工机械设备安装还需要遵循一定原则,如全面了解化工机械设备的类型、用途、性能等物理信息,明确设备及零部件的外形、尺寸、物理性能,以及针对性检查设备基础、保证安装按照顺序严格进行、结合多方面因素影响制定安装方案[1].
1.2 焊接质量控制路径
为保证化工机械设备安装过程中的焊接质量,具体控制可围绕三方面进行:
第一,保证焊接精确性。为保证化工设备安装能够严格遵循规范和设计组合在一起,并规避尺寸不合格问题,必须严格控制焊接精确度,焊缝、焊脚长度、余高尺寸均属于焊接过程中的控制要点;
第二,表面缺陷控制。焊接施工很容易出现表面缺陷,这类缺陷很容易引发内部焊接问题,带来的影响较为深远,可能对化工机械设备的安全运行带来威胁,因此焊接表面缺陷的控制及针对性检查必须得到重视,以此保证焊接区域规整且不存在凸起处,同时还需要对火口、裂纹等缺陷进行针对性检查和科学处理,以此更好保证焊接质量;
第三,内部缺陷检测。对于不容易发现的焊机内部缺陷,具体检测需围绕焊接夹杂、焊缝处清理情况展开,相关问题在发现后的及时处理也需要得到重视。此外,还需要结合焊接质量标准严格制定质量控制措施,以此更好保证焊接质量。
1.3 严格控制安装尺寸偏差
为规避化工机械设备安装过程中的尺寸偏差,具体控制可围绕工艺改进和制造环节偏差问题处理入手。基于工艺改进,需结合化工机械设备存在的不同使用和工艺要求,以此规避因强烈震动引发的使用寿命、使用安全等方面问题,真正在最小范围内控制安装尺寸偏差;对于制造环节偏差问题,需强化制造过程的精度控制,并同时关注安装前的化工机械设备及零部件检查,以此保证尺寸偏差能够及时发现和处理,通过更换不合格尺寸部件,即可更好实现安装过程尺寸偏差控制[2].
1.4 强化安装工艺质量控制
化工机械设备安装工艺质量控制还可以从三方面入手,包括提升安装人员水平、强化安装材料管理、严格控制设备质量。为提升安装人员水平,需通过严格考核优选化工机械设备安装人员,这一考核需同时关注技术水平、职业道德水平,同时基于优选的安装人员还需要开展针对性的培训,具体培训需要围绕安装工艺技术、相关法律规范展开,依托针对性建立的安装质量保障体系和严格开展的全面检查,即可保证相关问题能够及时发现和处理,安全事故的预防、安装工期的控制、安装质量的保障均可由此获得支持;安装材料管理需由专门设置的人员负责,基于较为杂乱的现场环境,在面对地面上存在的大量零部件时,需保证各类工作人员互不影响干涉,同时能够开展高水平的分工合作,由此开展的材料管理需保证部件检测结果的精确性、各类材料资料的真实性,不合格的材料需要被排除在安装外,以此保证所有材料均能够满足设计和规范要求;安装设备质量控制需关注厂家的优选、运输过程的严格控制、采购人员的优选和管理,送货厂家的合理选择、设备进场前的针对性检验同样需要得到重视[3].
2 实例分析
2.1 案例概况
为提升研究的实践价值,本文以某企业的4台球形储罐安装案例作为研究对象,球形储罐的规格为2500m3,采用现场组焊方式进行安装。储罐的内径、材质、壁厚分别为Sf16800mm、16Mn DR、35mm,由上温带、上极带、下极带、赤道带的四带板组成,拥有0.4~1.3MPa的工作压力,以天然气为工作介质,遵循JB 4732-1995《钢制压力容器-分析设计标准》设计,具体设计如图1所示。
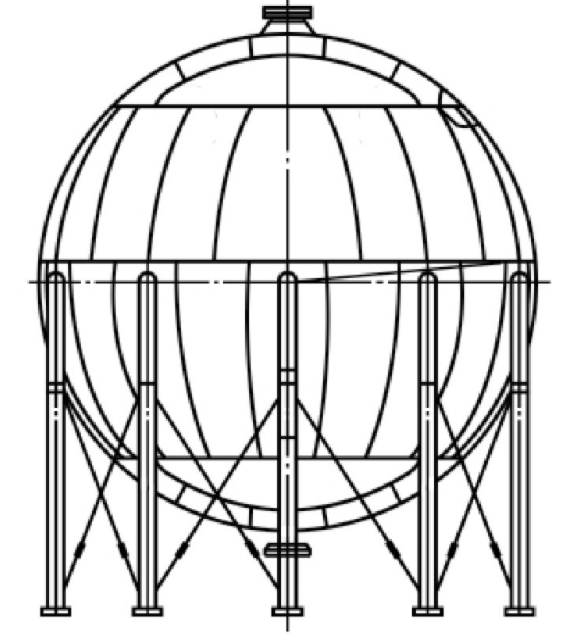
图1 球形储罐外形
2.2 组装前准备
在组装球形储罐前,企业针对性开展了零部件的验收,这一验收基于引用标准、技术要求、图纸设计展开,以此检查和验收球罐基础部位尺寸,保证其存在规定范围允许内的偏差,同时保证存在最低为设计要求75%的基础混凝土强度。基于壳板弧长尺寸开展定位块数量和位置的计算,一般按照700~900mm控制相邻两定位块间距,基于150mm控制定位块与球壳板内侧边缘距离。在赤道带板水平线上下位置焊接限位块,设置吊耳于上极带各板及赤道带板,数量均为2个,下极带各板使用板内侧的定位块用于吊装。采用球壳板材质的钢板气割形成限位块与定位块,设置跳板用三角架挂耳于上温带板和赤道带板,挂耳上使用螺栓固定三角架,跳板水平需在三角架的位置保证,组装后的球壳板焊接施工可由此更为便利开展。此外,需要在平台上进行上、下支柱组焊,并保证相关检验结果符合技术要求和行业规范。
2.3 球罐组装要点
在组装赤道带板的过程中,需将支柱底板圆、安装中心线等在基础滑板表面划出,为提升组装便利性并应对焊缝收缩,基于设计值,支柱中心线直径应适当扩大10~20mm,插装最后一块赤道带可由此更好完成。需涂抹1mm左右厚度的润滑油于支柱底板下,支柱滑动阻力减少可顺利实现,随后可根据球罐设备方位和支柱编号进行吊装,采用插入法吊装赤道带板。第一块带支柱赤道板的吊装需基于最大10mm的周向、径向垂直度在基础上就位,地脚螺栓紧固前需通过经纬仪检查,第二块带支柱赤道带板需同样基于前述方法安装,随后即可进行拉杆安装和针对性调整。在第三块赤道带板的吊装中,需要将其在前述两块板间插装,水平度控制基于限位块位置完成,邻板间的焊接间隙控制为3~5mm.吊装就位后的三块板组合使用圆销、方销、日字夹具完成,不得采用点焊方式,基于上述方法开展循环施工,即可最终组装成带,随后可依次开展下极带板、上极带板的组装。
2.4 焊接操作要点
采用分二段焊法进行上温带纵缝和求赤道带纵缝的焊接,对称同步焊接由10名焊工负责。对于属于应力集中处的上、下极带方环缝和纵缝,同时施焊由4名焊工负责,分段退向焊用于一、二层施焊,顺向焊用于其他部分施焊,环缝坡口内为起弧点。8名焊工负责上、下极带环缝的同时施焊,基于多层多道焊进行焊接施工,按照200~300mm错开控制各焊工交接位置,同时基于20~30mm错开控制各层道位置。大坡口面焊接基于退向焊进行封面层焊接,从左向右焊负责其余各层焊接,接头尺寸需要留足。极带纵缝需要完成上、下极方环缝焊接,方环缝基于多层多道焊进行焊接,由8名焊工负责,焊接位置为横焊,分段退向焊用于第一、二层,由左向右进行其余各层施焊,需保证存在足够长度的交界处。需按照上级、下级顺序进行上、下极拼缝焊接,对称焊接由4名焊工负责,焊接位置为仰焊和平焊,后者电流可适当放大,分段退向焊用于第一、二层,其余开展顺向焊。焊接完成后需开展针对性的打磨,需保证存在平滑过渡的焊道至母材,打磨处理需围绕深度不大于0.3mm的焊道边缘咬肉开展,高于该标准则需要进行补焊磨平处理并开展针对性的PT检验。对接焊缝上的回火焊道需通过砂轮打磨光滑平整,并保证存在不低于母材的焊缝部位。打磨后的角焊缝需要与母材间实现圆滑过渡,并存在符合设计和规范要求的焊脚尺寸。
3 结语
综上所述,化工机械设备安装质量会受到多方面因素影响。在此基础上,文章涉及的球形储罐安装实例等内容,则直观展示了化工机械设备安装质量控制路径。为更好开展化工机械设备安装,安装人员的培养和安装技术的创新必须得到重点关注。
参考文献
[1]张妍,和勇。浅议石油化工机械设备安装施工常见问题及解决措施[J].化工管理,2020(24):168-169.
[2]周东明。论化工机械设备安装工程质量控制措施探述[J].内燃机与配件,2020(09):212-213.
[3]李涛。化工机械设备安装工程中的问题和应对策略研究[J].中国设备工程,2020(09):195-196.





