摘要:以光学灯头厚壁塑料制品为研究对象,采用Moldflow软件对浇注系统和冷却系统进行设计,对注塑过程的流动及翘曲进行分析,验证塑件的工艺参数选取是否合理,充填模式是否良好,从而减少塑件缩痕、翘曲等缺陷。采用DOE优化分析,得出注塑时间、熔体温度、模具温度、保压时间、保压压力与冷却时间等6个因素对制品总质量、收缩率和翘曲的综合影响结果。结果表明:注塑时间4.5s、熔体温度295°C、模具温度70、保压时间8s、保压压力取120%最大注射压力以及冷却时间30s时,为最佳工艺参数组合方案时,光学灯头的翘曲变形量最小(0.291mm)。运行CAE仿真验证和实际试模比较,总翘曲变形为0.291mm,在注射机上实际试模结果的翘曲量为0.292mm,两者非常接近,表明DOE分析对光学灯头的工艺参数优化非常有效。
关键词:光学灯头; 注塑工艺; 仿真分析; DOE分析; 解决方案;
塑料的注射成型技术是塑料制品成型工艺中采用的最广泛的方法。塑件的注塑成型品质受到人机料法环等因素的综合影响,具体表现在塑件结构、塑料材料、工艺参数、模具设计与制造、工作环境以及操作人员经验等,需要经过反复调试才能满足要求。对于光学灯头,由于是透明材料,壁厚不太均匀,在注塑成型过程中很难控制制品的收缩与翘曲。传统工艺调试过程过分依赖于调试人员的经验,缺乏科学的指导,增加了模具的成本和试模过程的材料浪费。
本文针对光学灯头制品,采用Moldflow仿真分析的方法,结合正交实验减少了仿真分析次数,重点研究了成型参数对光学灯头收缩率及翘曲量的影响规律,得到工艺参数优化结果。对生成过程尤其是工艺参数设置给出了指导性建议,有效降低试模成本,提升了光学灯头的产品质量。
一、仿真分析模型
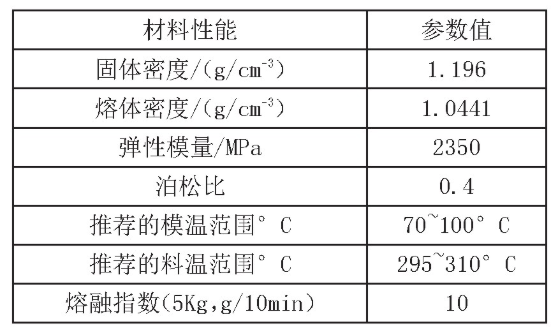
图1 光学灯头仿真分析模型
Moldflow仿真分析的核心是把分析问题进行模型化和数字化,Moldflow仿真分析是根据塑料的流变加工原理,塑料的PVT特性,以及热量传递学等基本理论,建立离散化网格模型,模拟熔融塑料在模具中的充填、保压、冷却过程,研究塑料在成型过程中的变化规律,评估塑件结构,模具结构及成型工艺对制品品质的影响,通过各项指标预测各类成型问题的大小和产生位置,为模具设计、工艺参数优化、高品质制品的量产提供科学指导。
本文的研究对为光学灯头,仿真分析模型如图1所示。灯头的外观尺寸为φ65.00mm×17.00mm,平均壁厚1.60mm,最大壁厚3.0mm,产品壁厚不太均匀。
所用材料为光学级PC(Chimei1010),材料主要性能参数如表1表示。

表1 光学PC的性能参数表
二、工艺参数优化
本文采用正交试验法进行研究,设计了正交试验的因素及水平,实现了选取部分试验组合以确定出最佳成型工艺参数。
(一)正交表的设计
在光学灯头的注射生产中,制品品质受到温度、压力、时间等工艺参数的综合影响,本研究经过多种尝试与匹配,最终确定了6个工艺参数作为影响因素进行研究[7],并在各个工艺参数的调整范围内,确定了各个工艺参数的3个正交试验水平,如表2所示。
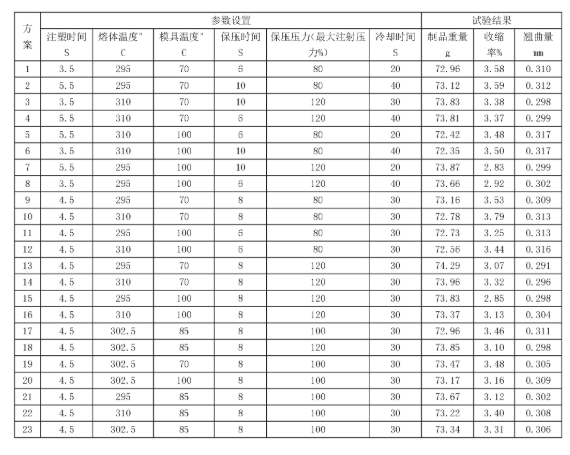
表2 因素及水平的选取
(二)评价指标
根据光学灯头的品质要求,在评价指标的选择中主要考虑了制品重量,体积收缩率以及翘曲量三个方面。
(1)制品重量
对于光学灯头塑件,由于壁厚的不均匀,导致厚壁区域的冷却时间很长,当浇口凝固之后,保压完全停止,无法完成局部厚壁区域的补缩,这必然导致塑料制品内部不实,密度减小。补缩不足在严重的情况下甚至造成制品内部的缩孔。因此选用制品重量作为评价指标,可以较好的反映缩孔问题,制品重量越大,说明制品越密实,缩孔的机会越小。
(2)体积收缩率
体积收缩率可以从Moldflow分析结果中得到,体积收缩率可以选取最大值,从一定程度上用来衡量产生缩孔以及缩痕等缺陷的概率。
(3)翘曲量
翘曲量也可以从Moldflow的翘曲分析结果中得到,可以选取最大翘曲量作为评价指标。翘曲量的值越大,说明制品的变形越严重。
(三)分析结果
在Moldflow软件中运行正交分析,使用基础方法所需的实验次数以2x形式递增,其中,x=输入变量的数目。尽管计算出的输入变量对质量标准的百分比影响完全归因于使用此方法的变量,但分析时间可能会变得过长。要缩短分析时间,使用Taguchi方法来分析输入变量对质量标准的影响。对于相同的实验运行次数,Taguchi方法使用正交组合来增加可以包括的变量数,选择6个变量的情况,Taguchi方法运行23次实验。
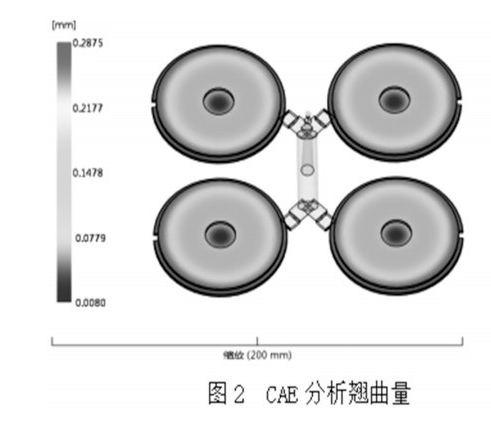
表3 各试验的评价指标结果
其结果如表3所示。根据表3试验结果,方案13为最佳工艺参数组合。
三、CAE仿真验证与真实试模对比
利用Moldflow对最佳工艺参数组合方案(方案13)再次进行试验,得到的翘曲变形量为0.288mm,如图2所示。相对于正交试验方案,翘曲变形量小于试验方案中的最小值(0.291mm),降低了1.04%.在优化参数下真实试模所测翘曲量为0.292mm,如图5所示。注塑工艺参数组合满足了翘曲变形量质量指标越小越好的要求,与实际结果非常吻合,表面这种优化方法效果是准确的。
四、结论
本文通过建立光学灯头注射成型过程的数值模型,选取了工艺参数采用正交试验方法进行研究,得出了工艺参数和透明灯头各个指标之间的,得到了工艺优化结果。结论如下:
(1)当注塑时间4.5s、熔体温度295°C、模具温度70°C、保压时间8s、保压压力取120%最大注射压力以及冷却时间30s时,为最佳工艺参数组合方案时,光学灯头的翘曲变形量最小(0.291mm)。
(2)随着熔体温度的升高,光学灯头的翘曲变形量增大;随着模具温度的增大,翘曲变形量逐渐增大;组合状态下,工艺参数之间互相影响,为控制光学灯头的翘曲变形,优化注塑工艺参数组合,根据DOE优化分析最佳工艺参数组合的翘曲为0.288mm,在注射机上实际试模结果的翘曲量为0.292mm,两者非常接近,表明DOE分析对光学灯头的工艺参数优化非常有效。
参考文献
[1] 刘方辉,钱心远,张杰。注塑成型新技术的发展概况[J]塑料科技,2009,37(3):83-88.
[2]Liu Fanghui,Qian Xinyuan,Zhang Jie.Development Situation of the New Technology of Injection Molding[J].Plastics Science and Technology,2009,37(3):83-88.
[3]陈乐平,陈罡,陈健等。工艺参数对熔接线注塑件应力的影响分析[J].中国塑料,2013,27(3):82-86.
[4] Chen Leping,Chen Gang,Chen Jian,et al.Analysis on Stress of Injection-molded Parts with Weld Lines from Process Parameters[J].China Plastics,2013,27(3):82-86.
[5]刘朝福,冯翠云,史双喜。注塑工艺参数对聚碳酸酯车灯面罩翘曲变形的影响[J].中国塑料,2014,28(8):94-98.
[6] Liu Chaofu,Feng Cuiyun,Shi Shuangxi.Effect of Injection Molding Parameters on Warpage Deformation of Automobile Light Lens Made of PC[J].China Plastics,2014,28(8):94-98.
[7]贺圣彦,楚纯朋,邓娇,曹中清等。基于CAE的厚壁塑件注塑工艺参数优化[J].中国塑料,2016,12(12):59-62.





