摘要:聚苯硫醚 (PPS) 具有高强度、很高的耐热性、电性能优良等, 现被广泛应用于各个领域。尤其是成型温度很高, 在熔体温度下PPS会产生部分交联, 但温度过高滞留时间长则会产生交联结构严重, 故注塑成型技术难度大。本文主要阐述PPS的性能, 注塑成型工艺, 成型PPS制品时常见缺陷与解决方法。
关键词:聚苯硫醚; 性能; 成型工艺; 制品缺陷; 解决方法;
Abstract:Polyphenylene sulfide (PPS) is a special engineering plastic characterized by a unique combination of high strength, flame resistant, excellent electrical properties, and so on. Recently, it is being widely used in various fields. PPS has very high processing temperature, at which the partial cross-linking will happen. The overhigh temperature and overlong residence time distribution will result in so serious cross-linking structure that the injection moulding will become difficult. This paper focuses on the performance of PPS, injection molding process, and the common defects as well as the corresponding solutions for forming PPS products
Keyword:Polyphenylene sulphide; properties; Processing technology; defects and solutions;
1 概述
聚苯硫醚 (PPS) , 是一种新型的工程塑料, 近年发展得很快, 已成为继尼龙 (PA) 、聚碳酸酯 (PC) 、聚甲醛 (POM) 、热塑性聚酯 (PET和PBT) 及聚苯醚 (PPO) 之后的第六大工程塑料和第一大特种工程塑料。随着材料科学的发展和塑料改性技术水平的提高, 特种工程塑料的总需求量日益剧增。PPS为应用范围最广用量最大的特种工程塑料, 大约50%用于生产各类注塑制件, 特种工程塑料具有许多优良性能, 同时也给注塑生产技术难题加大, 备受世人关注[1].
PPS产品分为两类:一类是热塑性聚合物, 粘度较高;另一类是热固性聚合物, 固化前具有线性分子结构, 固化后加热充分也能软化到一定程度。下面主要介绍热塑性PPS的性能和注塑成型技术。
2 PPS的性能
PPS是在分子主链上具有苯硫基的高聚物, 由于其结构为苯环与硫交替连接, 分子链具有很大的刚性及规整性, 因而PPS为结晶性聚合物, 具有很多优异性能, 如耐热性、刚性、阻燃性、及电绝缘性。硫原子的对电子使得PPS与玻缡纤维、无机填料及金属具有良好的親和性, 易于制成各种增强复合物及合金材料。
2.1 物理力学性能
PPS是一种白色、结晶度高的聚合物密度为1.34.其力学性能优良、拉伸强度为65.5 MPa, 弯曲强度为96MPa, 优于PA、PC、PBT等, 具有极高的刚性和抗蠕变性, 但其脆性较大, 缺口冲击强度为4.7 k J/m2, 低于PA、PC、PBT高于POM.加入玻璃纡维增强后其力学性能更优。
2.2 热性能
PPS最高结晶度可达65%, 其结晶温度为127℃, 愹点为286℃, 热变形温度260℃, 在空气中430~460℃以上才分解, 热穏定性远出PA、PBT、POM等工程塑料, 长期使用温度在热塑性塑料中最高, 可达220~240℃。PPS还具有良好的绝热性和阻燃性, 其临界氧指数与PVC相当, 可达47%, 无需加入阻燃剂, PPS可达到UL94-V0级水平[2].
2.3 电性能
PPS的分子结构对称, 无极性, 吸水性低, 故其电绝缘性十分优良, 与其他工程塑料相比, 介电常数小, 耐电弧性相当于热固性塑料, 在高温、高湿、变频等条件下, PPS还能保持优良的电绝缘性。加入导电性填料, 可制得导电性PPS复合材料, 用于防静电及电磁屏蔽。
2.4 耐化学性
PPS具有优良的耐化学药品性, 在200℃以下不溶于任何有机溶剂, 除强氧化性酸外, 可经受各类酸碱盐的侵蚀, 在高温下经各种化学药品长期侵泡后, 还保持较高的强度, 仅次于聚四氟乙烯。PPS还具有良好的耐候性和耐辐射性。
2.5 加工性能
PPS的吸水性较低, 只有0.02%;PPS的流动性较好, 可加工薄壁制品, 其流动性根据PPS的品种规格而不同, 线性PPS比支化交联PPS的流动性高, 随温度升高, 物料的流动增加, 但温度过高或物料在机筒内停留时间过长, 物料会发生部分交联导致流动性降低。
PPS的结晶度受温度的影响, 冷却温度越低, 冷却速度越快, 其结晶度越低。而结晶度大小又对强度、耐热性、耐候性、尺寸稳定性都有较大影响。隨结晶度增加, 制品的热变形温度提高, 刚性、表面光洁度、表面硬度、尺寸稳定性等增加;PPS热稳定性, 在高温下时间长会发生部分氧化交联反应, 导致物料的流动性降低, 色泽变深, 影响制品的质量和性能。此外, PPS对金属有较强的粘附性, 要防止物料在机筒内固化;PPS的收缩率都较小, 但与流动方向垂直的收缩率大于流动方向的3~4倍。产品厚度、形状、注塑速度也会对收缩率有影响。
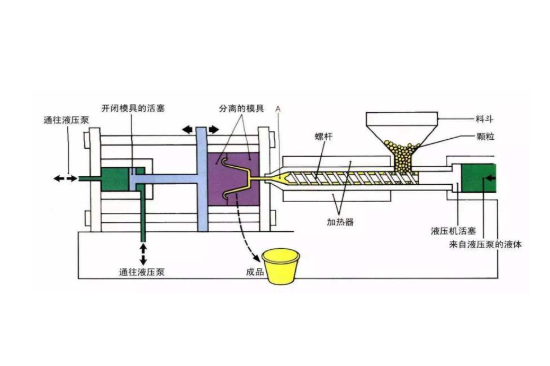
3 注塑成型工艺
3.1 温度
机筒与射嘴温度:PPS的成型温度较高, 机筒温度在300~350℃之间, 在保证顺利充模和制品质量的前提下, 机筒温度尽量不要太高, 以免引起胶料在机筒内氧化交联甚至固化[6].射嘴温度比机筒温度稍低, 并要求单独控制, 以保持胶料良好的流动性而又不堵;
模具温度:模具温度直接影响制品的结晶度, 模具温度不同引起结晶度的差异较大。模具温度高, 制品的结晶度也高, 其力学性能较好, 但有收缩大、凹陷、翘曲、耐冲击强度差等问题;模具温度低, 制品的结晶度也低, 收缩小、尺寸再现性好 (制品尺寸与模具尺寸的复制程度) 、耐冲击强度增大、超声波焊接性提高, 但力学性能较差。一般模具温度控制在135~165℃, 高温可选择140~180℃, 因此, 要根据产品的具体要求来确定模具温度。
3.2 压力
充模圧力亦称注塑压力, 控制在50~200 MPa之间, 为了保证制品的力学性能和尺寸精度, 使用较高的注塑压力为佳, 特别是形状复杂薄壁件更应如此;保压圧力为了防止内应力的产生保压压力应尽量低满足补缩便可以制品不出现凹陷为准;背压圧力, 一定的背压有利于胶料的排气和塑化, 以便得到质量稳定的制品, 一般背压在0.5~1.5 MPa之间, 对于干燥不好的材料背圧可以大些。
3.3 注塑速度
注射速度快, 制品的表面光洁度高强度也较高, 但过高的注射速度会使产品翘曲烧焦等现象, 一般采用中等注塑速度。
3.4 螺杆转速
螺杆转速可以在50~200 rpm之间, 高速成型可以采用较高的转速, 这时胶料因剪切速率大而温升过快, 必须将机筒温度调低。
3.5 成型周期
由于PPS为結晶性聚合物, 为了得到良好的力学性能, 需采取较高的模具温度, 较长的冷却时间, 以提高结晶度。对于厚壁制品, 注射时间、保压时间、冷却时间都应长于薄壁制品。为了防止收缩和内应力的产生, 对复杂件、薄壁产品也需要适当延长保压时间。
3.6 制品后处理
为了提高制品的性能, 消除内应力以及保持制品的性能和尺寸穏定性, 可以将制品放入烘箱内进行退火处理, 条件通常为200~240℃, 2~4小时, 具体根据制品的厚度和用途而定, 厚制品时间长些, 退火处理使制品再结晶从而结晶度提高, 其性能也隨之而提高, 但也导致再收縮而使制品的尺寸变化, 模具设计时要考虑这因素。
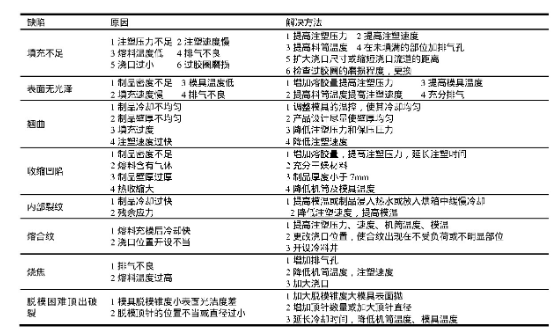
4 生产PPS制品时常见缺陷与解决方法
生产PPS制品时常见缺陷与解决方法如下表所示
总之, PPS具有相当低的蠕変性, 很高的力学强度和耐热性, 电性能优良;PPS加工流动性较好;成型温度较高, 往往在300℃以上, 在熔体温度下PPS会产生部分交联, 但温过高滞留时间长则会产生交联结构严重;模具温度也要控制得比较高;由于制品内应力较大, 故成型后要进行后处理。
(本文文献格式:吴健文, 吴清鹤。特种工程塑料聚苯硫醚的注塑成型技术[J].广东化工, 2017, 44 (11) :193-194)
参考文献
[1]郑恺。我国聚苯硫醚市场蓄势待发[J].塑料制造, 2007, 6:46-50.
[2]王明福。聚苯硫醚的成型加工枝术[J].工程塑料应用, 2002, 30 (8) .
[3]陈金亭。聚苯硫醚注塑成型工艺[J].天津化工, 2013, 1:3.
[4]孙燕清, 王加龙。特种工程塑料及其注塑[J].塑料制造, 2009 (11) :79-83.
[5]王先徳等。聚苯硫醚-极具发展前途的特种工程塑料[J].化工新型材料, 29 (4) .
[6]孔萍主编。塑料配混技术[M].中国轻工业出版社, 2009.
[7] 刘青山主编。塑料注塑成型技术[M].中国轻工业出版社, 2009.
[8] 龚云表, 石安富。合成树脂与塑料手册[M].上海科学技术出版社, 1993.





