����ժҪ��������ѡú��ѹ�˹�������Ч�ʵ�Ϊ�о���������ԭ�п���ϵͳ�Ļ����Ͻ������Ż���ƣ�������ѹ�˹�������Ⱥ��ģ�ͣ���������ѡú��ѹ�˳��������ʵ��Ӧ��;ʵ��֤����ѹ�˹�������Ⱥ�ؼ��������ѹ�˹��յ��Զ���ˮƽ��Ҳ�����ѹ��ϵͳ������Ч�ʣ���������ԱͶ�룬Ϊ�����˿ɹ۵ľ���Ч�档
�����ؼ��ʣ�ѡú��; ѹ�˹���; ����Ⱥ�ؼ���; �Զ���; Ч��;
����The research and application on intelligent group control technology for pressure filter technology at Tunlan Coal Preparation Plant
����ZHANG Bai
���������������ܻ����Զ�����Ϊ�ķ�չ���ƣ����ܻ����Զ����ķ�չ�����������Ƚ������ݴ����㷨�����õļ�����ϵͳ��ѡú��Ŀǰ����Ҫ�������˹������豸���У���Ȼȫ�Զ�������һֱ�ڷ�չ�����У����Ǵ����˹�������е�豸����״һֱδ�õ����ƣ������ʽ�Ͷ�뻻����������Ч�棬ʹ��ѡú��ȫ�Զ��������ķ�չ�Ե���Ϊ��Ҫ[1]��ͨ����ѡú�������ʵ�������������תվ����ʵ�ֶ�ѡú���豸��ʵʱ��ء�����ͨ����ѹ�˹�������Ⱥ�ؽ���ģ������������ѡú��ʵ��Ӧ�ã�ʵ���Զ���ѹ�˵�ͬʱ�����ѹ������Ч��[2]��
����1 ����ѡú��ѹ�˹�����״
����ѡú��ѹ�˳��乤����������:
����(1)����ú�ྭ�������ϴ���䣬��ϴ������ϴú�࣬���������Ũ���أ�����������������ú����Ũ�����������������ú��Ͱ;
����(2)��ú��Ͱ�м������˼����ӿ�ú���ѹ�ˣ�����ú��ˮ��������ѹ�˻�;
����(3)�����ϱõ������£�ѹ�˻���ú�����ѹ����ҵ���õ�����Ҫ����˱��������ɵ��˱�ж�Ϻ���ѭ����ҵ;
����(4)�˱�ͨ���ΰ彫������̶�λ�á�
����ú��Ļ��ղ������Լ���ú̿�Ի�������Ⱦ�����������ú̿�Ŀɻ������ü�ֵ������ѡú����ú��Ļ�����Ҫ������ѹ�˳����ѹ�˻���Ŀǰ��ѹ�˳���ĸ���ѹ�˻����ǵ�������������ʵ�ָ������豸������������������豸�����Ϻ�ж�Ϲ�����Ȼ��Ҫ�˹��������ڶ����ڵ�ѹ�˹����У�����˹���Ч�ʡ�Ϊ�ˣ����ѹ�˳�����Զ���ˮƽ�Ե���Ϊ��Ҫ[3]��
����2 ѹ�˹�������Ⱥ��ģ�͵Ĺ���
��������ѡú��ԭ�п���ϵͳ��Ϊ�����ԡ���ȷ���ԡ��Ŷ����Լ���Ŀ���Ե��ص㣬��Ҫ�������˹�����������ʵ�ָ�Ч���Զ���������Ϊ�ˣ��Կ���ϵͳ�����Ż���ƣ���ҪĿ�����¡�
����(1)���ƴ�ͳ���˹����Ϻ����Ϲ�����ʵ�ָ��Ϻ����ϵ��л���ϡ����Զ����Ϲ����У���֤ú��ˮ�Ŀ̶���ʾ��һ�£�����������ϳ�ͻ������;�����ϳ����У�ʵ�ֹΰ�������ֹͣ�Ľ�����ϣ���֤�ΰ��ڳ��ط�Χ���������ú��ж�ء��Ż�ѹ�˻����㷨����ʵ�ָ��ϡ������л���ϣ�����ڵ��������[4,5]��
����(2)ʵ��9̨ѹ�˻����п��ƣ��Ա�֤���Ϻ����ϵ��л���ϡ�
����(3)ԭ�п���ϵͳ��ָ����е������ݷ�ɢ�������ݴ�������������ʵ��ͳһ���Ż���Ŀ���ϵͳ���Լ��аѿ����ݣ��Ӷ�ʵ���豸֮���Эͬ���ơ�
����(4)��߲�����������ܻ��̶ȣ������ֳ�������Ա������ͨ��ѹ�˳�������߾�����ʵ�ֶ����ݵļ��д����������˷��������ݺͼ��������ݵĽ���;ͨ��PC�˵�Զ�̼�غ�ά�����Web����;���APPʵ���˶�ѹ�˳����豸��ȫ��λ���Ϳ��ƣ�����ʵ��ѹ�˳����ȫ�Զ�������[6]��
������ѡú��ѹ�˹�������Ⱥ�ؼ������Զ��������Ҫ����Ӳ����ƺ�������������档ѹ�˹�������Ⱥ��Ӳ������ϵͳ��Ҫ�������ܲ㡢�����㡢���Ʋ�Ͳɼ��㡣
����ѹ�˹�������Ⱥ�������ṹ�����Ҫ�������ܲ㡢������Ϳ��Ʋ㣬����ϵͳ��Ӳ��ϵͳ��ѡȡ����Ӧ�����ܲ����Ҫ������ʵ�ֶ�ʵʱ���ݺ���ʷ���ݵ�Զ�̴���;�����������ݿ���˻���̬��������ģ��������ݴ�����ͬʱͨ����ʾ������ʾ�豸�����в���;���Ʋ��ڿɱ�̿������Ŀ��������£�ʵ����ɼ�������ӣ������豸����״̬��ִ������[7]��
����ѹ�˳��乤�����̵�����������ʵ������Ⱥ���Ƽ����Ĺؼ���ͨ�������ϡ�ж���Լ�ѹ�˹��յļ��ʵ�����ܻ����Ϳ��ƣ�����ѹ�˹��յĿ�ʼ��������ҵͨ�����ƽ����ж�ʵ��:(1)���ƽ�����ʵʱ��ʾ����ѹ�˻�������״̬�Լ�����ģʽ;(2)��ʾ���Ϲ����з��ſ�����Ϣ���豸����������;(3)��ʾж�Ϲ����йΰ����ͻ�������״̬�Լ����ư�ť;(4)��ʾ����ϵͳ�ĵ���������ͨ�������������̣�ʵ����ʵʱ�����ܵ�ѹ�˹��ղ�����
����3 ѹ�˹�������Ⱥ�ص�ʵ�ּ�����Ч��
����������ѹ�˹�������Ⱥ��ģ�����Ļ����ϣ�ͨ��������Ⱥ��Ӳ���Լ�������ѡ��ʵ������ѡú��ѹ�˳�������Ⱥ�ؼ�����Ӧ�á���ԭ�п���ϵͳ�Ļ����ϣ�ͨ���Ż��������̺Ϳ����㷨ʵ�����ܻ�Ⱥ�ء�
����Ӳ����ϵͳ��Ҫ�����壬����ϵͳ��������������ѡú��Ӳ��ϵͳ��Ҫ���ռ����������ĵ綯�������������ú�������ĵ�������ơ����ѹ���豸ѹ����ѹ�����������ɱ�̿���ϵͳ��������ת�ķ�������ͨѶվ���ƶ�����豸�Լ����������ʾ�Ĵ������ȹ���;����ϵͳ��Ҫ��Connected Component Workbench������̽����MCGS�˻���̬��̽������[8,9]��
������Ӳ���Լ�����ϵͳ�ĺ���ѡ������ܻ�Ⱥ��ϵͳ����ͨѶϵͳ��Լ����ӻ�������Ĵ��
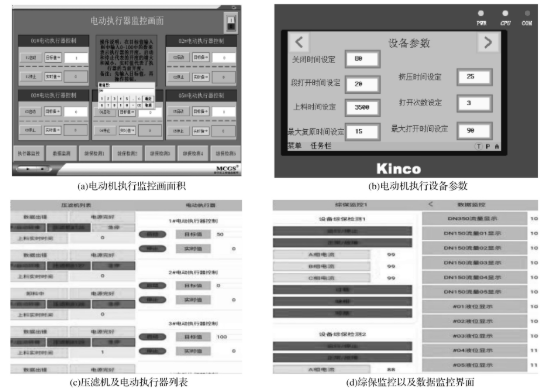
����ͼ1Ϊѹ�˹�������Ⱥ�ؿ��ӻ��˻����档����(a)Ϊ�綯��ִ�м�ػ���;(b)Ϊ�綯��ִ���豸����ͼ���ڹ��������У���������ͣ��ť�Լ�����ת����ť����������;(c)Ϊѹ�˻����綯ִ�����б�������ʵʱ�鿴ѹ�˻�������״��;(d)Ϊ�۱�����Լ����ݼ�ؽ��棬����ʵʱ����豸������״���������ʾ�������ݡ�
����ϵͳ��������ѹ�˳��俪ʼ���У�ͬʱͳ���豸���ܡ��Ż�ǰ��������ݶԱȼ���1��
������1 �Ż�ǰ��������ݶԱ�
��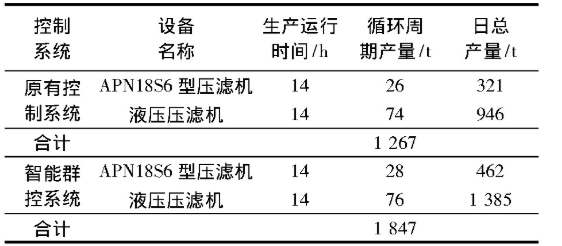
�����ӱ�1�жԱȿ������Ż��������Ⱥ��ϵͳ���������ѹ�˹�������Ч�ʡ�������Ⱥ�ؼ����£�ѹ�˳���Ľ���Ч����ߣ�9̨ѹ�˻�ʵ��ȫ�Զ������ϡ���������ѭ����ҵ�������õ����Ե����;ȫ�Զ���ʵ�ֵ�ͬʱ��������ѹ�˳��乤����Ա��Ͷ�룬ԭ�п���ϵͳ�£�ѹ�˳���������Ҫ6���˽��в����ſ�����ɣ��Ż��������Ⱥ��ϵͳ�£�ֻ��Ҫ1���˱���������ѹ�˹��գ���Ա��ͬʱ����˲���ϵͳ�ľ���[10]��
����
����ͼ1 ѹ�˹�������Ⱥ�ؿ��ӻ��˻�����
����4 ����
�����������ѡú��ѹ�˹��չ���Ч�ʵ͵���״����ԭ��ѹ�˹��ս������Ż���ƣ��Ľ����ѹ�˹�������Ⱥ�ؼ���������ѡú��ȡ�������õ�Ӧ��Ч����ȫ�Զ������������ѹ�˹��յ�����Ч�ʣ�ͬʱ��������ԱͶ�룬Ϊ�����˽Ϻõľ���Ч�档
���������
����[1] ���ʣ�dz̸�������ܻ�ѡú���ĸ���Ӧ��[J]���������Ƽ���Ϣ��2016(17):32��
����[2] ����ԣ������������棬�ȣ�����Fuzzy-Smith�������Ƶ�ú��ˮ�Զ���ҩϵͳ�����о�[J]�������Զ�����2012,38(9):39-42��
����[3] ԭ���������������ºӿ�ѡú������ĩúϴѡ���ս��ܼ����о�[J]��ú̿�ӹ����ۺ����ã�2018(S1):49-51��
����[4] �����ͣ���Ȼ�磬�����٣�ѹ�˻�Ⱥ�����ֻ��ƶ��ն�Զ�̿��������ʵ��[J]��ú̿���̣�2018,50(7):30-33��
����[5] ���Ŀ������ӷ森ú��ѹ��ϵͳ�Զ������о�[J]��ú̿������2014,33(05):238-240��
����[6] �Ժ���APN18S6��ѹ�˻����Ƹڿ�ѡú����Ӧ��[J]��ѡú������2003(1):27-29��
����[7] ����ۣ�ѡú��ú��ѹ���Զ�����ϵͳ���о�[J]����е����������2019,34(1):185-186,256��
����[8] ������������÷���Ի����ȣ�ѡú��ú������Զ���ϵͳ���о���Ӧ��[J]��¶��ɿ�����2018,33(2):33-36��
����[9] �ͺ���ú��ѹ�˻��Զ�����ϵͳ���ܻ�����Ϣ���Ľ�����Ӧ��[J]��ú̿�ӹ����ۺ����ã�2017,(3):20-21,24��
����[10] ������ѡú��ú��ѹ��ϵͳ���ܻ�����[J]��ɽ����ú�Ƽ���2019(10):16-17.





