摘要:近年来,钢结构模块化已成发展趋势,模块化焊接质量问题也日益突出,如何有效提高焊接质量、减少质量事故,成为建设工程领域中重要的研究方向。文章主要根据我国钢结构模块工程焊接质量控制要点来进行分析,首先阐述我国钢结构工程质量管理的现状和模块焊接质量控制原则,接着提出一些相关的质量控制要点建议,希望能够为同类型工程建设项目提供一些参考,促进我国建设工程行业标准化设计、模块化施工高质量发展。
关键词:钢结构模块; 质量现状; 焊接质量控制; 控制要点;
Abstract:In recent years, the modularization of steel structure has become a development trend, and the problem of modular welding quality is becoming increasingly prominent. How to effectively improve the welding quality and reduce the quality accidents has become an important research direction in the field of construction engineering.This paper mainly analyzes the welding quality control points of steel structure module engineering in China. Firstly, it describes the current situation of quality management of steel structure engineering and the quality control principle of module welding, and then puts forward some suggestions on quality control points to provide some reference for similar engineering construction projects and promote the high quality development of standardized design and modular construction in China's construction industry.
Keyword:steel structure module; quality status; welding quality control; control points;
目录
引言...........................................1
1我国钢结构模块工程质量现状...........................................2
1.1行业发展现状...........................................3
1.2设计质量现状...........................................3
1.3质量管理现状...........................................
2焊接质量控制原则...........................................4
2.1遵循以标准化设计为基础的原则...........................................5
2.2遵循以完整性管理为主导的原则...........................................5
3质量控制针对性措施...........................................6
3.1有害元素控制...........................................7
3.2扩散氢含量控制...........................................7
3.3装配和定位焊质量控制...........................................7
4结语...........................................8
文内图表...........................................9
图1"三位一体"完整性质量控制体系...........................................9
参考文献...........................................10

引言
钢结构工程是建设工程项目中影响结构安全的重要组成部分,由于钢结构工程质量问题造成的质量安全事故触目惊心,在造成了重大人员伤亡的同时也给国家带来了巨大的损失。推动钢结构模块化发展、提升焊接质量控制,成为保障质量安全的重要举措。
1 我国钢结构模块工程质量现状
1.1 行业发展现状
近年来,国家印发了《关于大力发展装配式建筑的指导意见》《"十三五"装配式建筑行动方案》等政策法规,积极引导推动了钢结构模块化应用和发展,但仍然存在着大批理念陈旧、技术薄弱的从业单位通过恶意竞争承揽工程造成工程质量问题突出的现象,严重影响了行业形象和市场信誉[1].
1.2 设计质量现状
目前,我国钢结构模块工程的设计理念、质量控制、科技水平等良莠不齐,随着"一带一路"战略的逐步深入,受制于沿线国家工业能力及基础设施水平限制,传统钢结构预制安装工艺设计愈发难以适应行业发展需要,倒逼着我们提高钢结构模块化发展水平[2].在模块设计方面主要存在的问题包括执行标准采标混乱、缺乏系列化设计、标准化设计发展滞后等,制约了行业发展。
1.3 质量管理现状
我国钢结构模块工程发展较晚,同时掌握工程建设技术、装备制造技术和特种设备制造技术的质量管理复合型人才严重不足。由于钢结构模块工程属于装备制造和工程建设的跨界融合,普遍存在法律法规认知偏差,在质量行为方面装备制造企业无建筑业企业资质、施工企业不具备相应装备制造资质,工程实体质量管控方面工程建设质量体系和装备制造质量体系融合程度差,焊接质量问题频发。
2 焊接质量控制原则
2.1 遵循以标准化设计为基础的原则
企业应建立协调统一的企业生产焊接质量控制标准。一是完善使用功能焊接质量控制标准,结合设备制造规范、特种设备质量检验标准、工程施工质量控制规范,协调好模块内部各专业工程焊接作业流程。二是完善结构安全质量控制标准,依据国家标准按工程建设类别开展质量控制标准设计,积极探索5G+AI+自动焊融合,通过技术升级推动质量升级。三是完善钢结构模块焊缝布局设计标准,利用建模与有限元技术,合理优化焊缝分布消除自动焊受限空间、优化焊接位置、减少熔覆金属填充量、深挖焊接应力调节潜力[3].
2.2 遵循以完整性管理为主导的原则
根据工程特点建立符合性能要求的完整性质量管理控制体系,健全工艺流程端质量控制架构,完善质量检测端检试验控制体系,建设要素溯源端数字化交付体系,见图1.
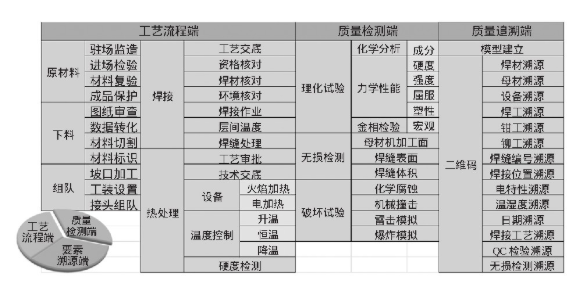
图1"三位一体"完整性质量控制体系
3 质量控制针对性措施
钢结构模块工程常用的结构钢包括合金结构钢、碳素结构钢、低合金结构钢、耐热结构钢等。从低合金结构钢模块焊接的角度出发,围绕具体某项问题分析制定具有针对性的措施。
3.1 有害元素控制
低合金结构钢有害元素主要包含S、P,S元素在钢材中溶解度极小,以Fe S形式存在,Fe S塑性差,在热加工过程中与Fe形成不稳定共晶体,诱发热脆性。P元素能全部溶于铁素体中,增强硬度降低韧性,诱发冷脆。要严格落实原材料进场检验和复验制度,杜绝S、P含量超标的材料进场是保证焊接质量的前提[4].
3.2 扩散氢含量控制
熔敷金属的扩散氢含量控制。扩散氢是诱发氢脆、气孔和焊缝冷裂纹的核心要素,扩散氢的来源主要有空气中的水分子、母材上的水渍和焊材。
扩散氢的控制从焊材选型方面考虑:同等条件下焊材优先采用高强匹配原则,相同规格的焊条,强度等级较高的焊条扩散氢含量较低。
从焊材烘焙工艺方面考虑:严格执行焊条的烘干工艺能有效降低药皮中结晶水含量,严格执行保温桶保温要求能有效防止烘干失效的情况。
从焊接热输入方面考虑:当电流增大时电弧中氢和水蒸气分解加剧,扩散氢含量升高,氢在熔池中停留时间增长,因此在焊接过程中应严格执行焊接工艺纪律,严格控制焊接电流、电压及焊接速度,同时要严控坡口设计,尽可能地减少熔覆金属填充量,防止热输入超标。
从消氢热处理方面考虑:焊接完成后立即开展消氢热处理,能加速氢的逸出[5].
3.3 装配和定位焊质量控制
装配工艺决定了钢结构模块应力和装配精度,是保障焊接质量的前提。重点关注不同厚度及宽度的材料对接,应设计平缓过渡的坡口形式,减少局部应力集中;重点关注坡口角度、钝边大小、组对间隙,杜绝强行组对。不良的焊接接头阻碍了熔覆金属流动,影响焊缝熔合,焊缝收缩应力大,严重的将会诱发延迟裂纹,焊接工作完成后可通过振动法消除应力[6].
定位焊的质量对整体焊缝质量有直接或间接的影响,定位焊的焊接工艺要求应与正式焊缝一致。在正式焊缝完成一部分分段跳焊后,建议磨除定位点焊并打磨周边母材,用正式焊缝对点焊位置进行覆盖。
4 结语
钢结构模块工程的焊接质量控制,应推动标准化设计的发展,健全焊接完整性质量管理体系。在钢结构模块工程建造焊接质量控制应围绕原材料管控、焊接裂纹控制、装配工艺控制和定位焊质量管理等方面开展,这样能有效避免绝大多数焊接质量隐患的发生。
参考文献
[1]丁阳,邓恩峰,宗亮,等。模块化钢结构建筑连接节点研究进展[J].建筑结构学报,2019,40(3):33-40.
[2]张雷。钢结构施工管理要点及全过程质量控制[J].住宅与房地产,2019(4):212.
[3]雷宏刚。钢结构事故分析与处理[M].北京:中国建材工业出版社,2003.
[4]闰亚杰,雷宏刚。钢结构事故实例及原因分析[J].山西建筑,2005(19):12-14.
[5]王立辉。钢结构产品焊接工序的质量控制[J].林业科技情报,2005(3):30-31.
[6]张伟东。浅谈钢结构施工中的质量缺陷和控制措施[J].山西建筑,2007(16):235-236.





