��е�ֱ������о��ȵ㷶��8ƪ֮�ڰ�ƪ�����س����������ϻ�е�ֱ۵��о�
����ժҪ�������س����������ϻ�е�ֱ�Ϊ�о����� ���ÿɱ�̿����� ��PLC�� ������ѹ������װ�ý��е������ƣ� ʵ����ϵͳ�����ܻ������Ի�����ϵͳ�Ĺ���ԭ������е�ṹ����ѹ������PLC���Ʒ����ȷ�������˽�Ϊ�꾡��������
�����ؼ������Զ�������װ�ϣ� PLC; ��ѹϵͳ��
���������ִ���ҵ�Զ����ķ�չ�� �����˸������ؼӹ����ģ� ���ڼ��Ṥ���Ͷ�ǿ�ȵ�ͬʱ�� ���������Ͷ������ʡ����������ؼӹ��г����������Ϲ��� ͨ���Բ����˹�������ͳ�̵������Ƶİ��Զ���װ�á�ǰ�߷�ʱ�ѹ��� Ч�ʱȽϵͣ���������Ƹ��ӣ� ��϶�̵����� ���߷��ӣ� ���ܳ������ţ� �����ڿɿ��Բ���϶ࡢά�����ѵ����⡣Ϊ�����Щ���⣬ �����о�������һ�ײ��ÿɱ���������PLC���Ƶ�װ�ϻ�е����ϵͳ����ϵͳ�����ɿ�����·���ʵ�ú��������м�ǿ�Ŀ����������� ��֤��ϵͳ���еĿɿ��ԣ� ������ά���ʣ� ������˹���Ч�ʡ�

����һ��ϵͳ����ԭ��
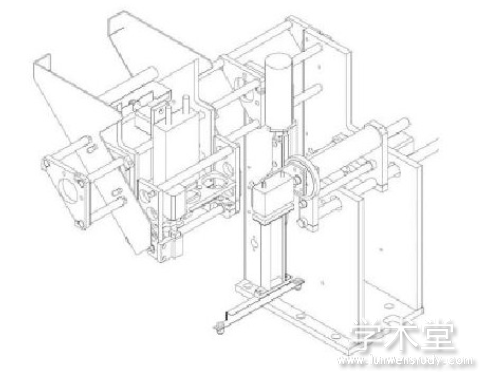
����ͼһ��е�ṹͼ
������ͼ1��ʾ�� ��ϵͳ�������ϻ�е�ֲ����϶��� ���˺����������������ṹ�� �����϶���ͨ������ͨ���ߴ�䶯�ϼ��Ĺ�� ���нṹ���ա��˶�ƽ��ȷ���ص㣬 ���Է����ʵ�������١����豸ץȡ���������ɴ�1kg, ������ΧΪ����1m������0.9m, ���ҿ��Ե��ھ��뷶Χ��
����ϵͳ��������ʱ�� �Ƚ����Լ죬 ������������ ���е�ִ��ڴ���λ�ã� ��վ�������ж��״̬�����ӹ���ʼ�źŴ���ʱ�� ��е�ֱۿ�ʼ������ ������ж��������£�ԭʼλ��→��е�����→���ط����ϵ�λ�ź�→��������ɿ� �����ϣ� →β�ܺ�£ ��ͬʱ���̼н������� ������ʼ�ӹ��� →��צ�˳�→���ϼ�����→��צ��λ→�ӹ����� �����ᶯ���ѿ��� ɲ�����룩 →��е�ֽ���ȡ����→��е�����������ס����→β��ɲ���˳�→��е�ֽ������γ�→��е�ֽ�����ȡ��→��е�ְѹ������˵���һ��λ→��е����������ɿ�����→��е�ָ�λ�� ϵͳԭλж�ɡ�[1]
��������ϵͳ�ṹ���
������е�ֵ�����ϵͳ��Ҫ�ɿ���ϵͳ������ϵͳ��ִ��ϵͳ��������ɡ�
��������ϵͳ��Ҫ������λ�ü��װ�á��ɱ�̿����������ع�������� ��״̬��ʾ�Ͳ�����ť�� .����ϵͳ����ȫ��ѹ������ ��ϵͳ����ʵ�ֻ�е�����ϵ��Զ����С��ֶ����ڣ� ͬʱ��֤����������Ѹ�١�ƽ�ȣ� �ر��������˻�е�ֵĶ���λ�þ��ȡ�����ܴ���ǿ�ȼ��˶����ܵȷ��������Ҫ��
����ִ��ϵͳ��������������ת�������ֱ��������������̼гֻ�������λ��������ɣ� ����Ϊ�ڶ��ؽڽṹ���봫ͳ�������ϻ�е�ֲ�ͬ���ǣ���ϵͳ�����˾��������гֽṹ���ֱ���ƣ� һ���������ϣ� һ���������� ��ͼ1�� , ������һ�гֻ���ж�Ϻ� ��һ�гֻ������˹�������һ����λ�� ��������֮���е�ֱ�������һ�Σ� �봫ͳ�����������αȽϣ� ���ӽ�ʡʱ�䣬 Ч�ʸ��ߡ�
��������ϵͳ��Ӳ�������
����������е�ֵĿ��ƣ� ��ͨ����ϵͳ�ṩ����Ҫ��Ŀ����ź���ʵ�ֵġ�����ؽ��� ���ǰ���е�ֵĶ���Ҫ�� PLCͨ���źŲɼ���������ѹϵͳ�ĵ�Ż���ͨ�ϵ磬 ʵ��װ�õ��Զ����ֶ������ϡ�ϵͳ��Ӳ����Ҫ�ɻ�е���塢��ѹ����ϵͳ��PLC����ϵͳ��ɣ� ����ϵͳ��Ҫͨ��PLC�ı��ʵ�֡�
������һ�� ��ѹ����ϵͳ
�����ڸ�ϵͳ�У� Ϊ��ֹ���ָ���Ӱ����ָץȡ������ �ʲ���˫�ù������ֲ��ļн����ɿ������Ŀ��ƣ� ���������������ֺ����˻������������ ʵ�ֹ��������ţ���е�۵İڶ����ƶ�������������ϳ���ʵ�֣� ���������ֱۿ������ֱ����ƽ���ڰڶ��� �����ֱۿ�����ת180°��Ϊ��ֹͻȻ�ϵ�ʱ��ָ�ɿ��ʹ�С�ۻζ��� ��������������ֱ����Ŀ��ƻ�·�в������ص��� ������ѹ��·��������λ���ء�ѹ���̵�����դλ�ô�������ʵ�ֶ����Ļ��ӿ��ơ�ͬʱ�����ü�ͣ����λ��ť�� �Լ������ŵĻ��������ϱ�����װ�á�
���������� PLC ����ϵͳ
����1.PLC ���������ʱ�Ĵ��²���
������1�� ���ѡ���PLC�������г��� ��Ҫϸ�µ����ճ��������еĹ��ܣ� ���ж������о��������̶��Լ������ԣ� ���ѡ��PLC�������еij���
������2�� ��ȫ����PLC�йصij����ź��Լ�����źŷֱ�����б��� ���Ҹ���PLC�ڲ��ӿڵľ��巶Χ�� �ṩ��ÿ���ź�һ�����ȷ���ı�š�
������3�� �������Ĺ����Լ��豸���ڿ���ϵͳ�����Ҫ�����ϸ�µ��˽⣬ ����ϵͳ��ÿ�����ܹ��̾��������ͼ�����ǹ�����ѭ��ͼ�Լ�����ͼ�ȵȡ�
������4�� ����PLC�������Եľ���Ҫ�� , ������ͼ���߱�д�ij����嵥������ơ�����ͼ�����ķ�����Ҫ�����ֳ����źź�PLC�ڲ��Ľӿڶ��ձ���ع涨���б�ע��
����2.PLC ����������ϵĻ���ԭ��
������1�� ��Ʊ���ȷ�������Լ��豸�İ�ȫ��
������2�� ���Ӧ����ȷ��������Ա�Լ��豸�İ�ȫ�Ļ�������ɵġ�
������3�� PLC������а�ȫ����ƣ� �Ⲣ���ܹ���������Ӳ������ذ�ȫ�����ܹ�ʡ�ԡ�
������4�� PLC������а�ȫ����ƣ� ֪ʶ�������ϸ����˱����Ĺ��ܣ� Ϊ��ֹ�����Ĺ����쳣�Լ��ڵ��Թ��������д��������µ��¹ʣ� ��Ӧ����Ӳ�������һ�������Ĺ��ܡ�
������5�� ����PLC�������ص㡣���Ҳ�ͬ�� ����Ƶ�PLC���ص�Ҳ���Ų��죬 �ھ����ʹ�õ���Ҳ����ڲ�֮ͬ���� ����Ҫ��ֵ�����PLC�������е��ص㣬 ������ȷ��ʹ�ò��ҷ��ӳ�PLCӦ�þ߱���������
������6�� ��ƺõ��Ե��Ա���ԡ�����PLC������е���� , ͨ������һ�ξ��ܹ���ɵģ� ����Ҫͨ���ֲ����з����ĵ����Լ�ʵ�顣������PLC�������ƹ����У� ����ͨ���������һ���� Ҫͨ���м�ļĴ��������صĸ��ٱ���Լ��ϵ㣬 �������ڵ��ԡ�
����3.���س��� PLC ϵͳ�ĵ���
������1�� ����ij������ݲ�ͬ���ͺţ� PLCӵ�кܶ��ֳ�������뷽���� ����ͨ������ϵͳ�������룬 ��PLC���б��ص����룬 ͨ���ⲿ��ר�ñ�����������롣
������2�� �Ե�������·���м�顣һ����������·�ϵİ�װ���ִ��� �������PLC������ԵĽ��Ȳ������Ӱ�죬 ���Һ��п��ܻ��Ԫ������������ԣ� ���е���֮ǰҪϸ�ĵļ��ϵͳ�еĵ�����·�� �����ǵ�Դ��
������3�� ����ģ����ԡ�PLC��������ϵͳ�ͻ�����������֮�䣬 ���˳������µĹ������ã� һ��PLC��ָ����ִ��� �����������·û�г��ִ��� Ҳ���п��ܵ����¹ʣ� ����豸����
������4�� �������еĵ��ԡ���ͨ��ع��������Ķ����� ����綯���Լ�����������ǿ���Լ���ѹ�ȵȣ� ���ݾ������е�Ҫ����е��ԣ� �������е��ԵĹ����У� Ҫע���е�͵���֮�����Ч��ϡ�
������5�� �dz���ĵ��ԣ� ��ȫ�����Լ��������ܽ�����֤ , ����������й����У� ���µ����ɰ�ť�� ע��PLC��Ƶ���ر����Ĺ����Dz�����Ч�����⣬ �����е��н��������Ԫ�ı����źţ� ��ҪPLC�����Dz��ǿ��ԱȽ���ȷ�ı����� ���ұ��������Ӧ�ĵ�Ԫ�� [2]
����4.������PLC����ϵͳ������ϵͳ�����źŵ������� ��ϵͳѡ������FX�Ϳɱ�̿���������PLC�Դ�������� ��ʵ���������߱�̣� �����Խ��ʵ�ʵĹ���Ҫ�� �������Ƴ��� ʵ�ֻ�е�ֵIJ�ͬ������ ʵ�������Ի���ơ�
�����û�е����PLC�����¿�ʵ���ֶ��������������ֹ�����ʽ�� �ֶ���ʽ��ָ���ð�ť�Ի�е��ÿ�������������п��ƣ� ������ʽ��ָ��е�ָ��ݿ����ź��Զ��� ѭ��ִ��ÿ�������� ֱ���յ�ֹͣ�źš�ϵͳ������ ���ݹ���Ҫ�� ͨ����ת��ťȷ����е�ֵĹ�����ʽ�� ���ѡ���� ��ִ���ֶ����� ����Ĭ��ִ����������PLC���Զ����Ƴ���ı�д�����кܶ��֣� ���ݱ�������л�е�ֵ��ص㣬 Ҫ��ÿһ�������ϸ�˳��ִ�У� ��˲��ò���ָ���д�� �ɱ�֤��е�ֵ������������ɣ� ������������� Ҳ������ɻ��ң� �䶯��ִ�й������£�ϵͳ������ ��е�ִ��ڴ���״̬�� ���ȡ���źź��е�ֿ�ʼ������ ��ԭ������������Զ�ѭ�������� ֱ���յ�ֹͣ�źţ� ��е����������һ�����ڵĹ�����ԭ�㣬 �Զ�ͣ����[3]
�����ġ�������
������ϵͳ����PLC�����س��������ϻ�е�ֽ��п��ƣ� ʵ�����ֶ���������������״̬��ʾ����ʱ�����ȹ��ܣ� ���н�ǿ�Ŀ��������������õĿɿ��ԡ�
���������
����[1]�Ų��ȡ�����������û�е��Һѹϵͳ[J]Һѹ�������� 2002 ��2�� :31~32
����[2]�����㣬 �ܶ�ϼ�� �ֽ��S��Ƕ��ʽ��PLCϵͳ���о���ʵ��[J]��������̣� 2009, 35 ��10��
����[3]�촺���ȡ�PLC���Ƶ����������ϻ�е��[J]Һѹ�������ܷ⣬ 1999, 78 ��6�� :21~24





