航空主要是指飞行器在地球大气层(空气空间)中的飞行(航行)活动,本篇文章就想大家介绍一些航空毕业论文,让大家参考一下其论文的写作技巧,希望对大家的毕业论文写作有所帮助。
航空毕业论文导师精推范文10篇之第一篇:航空发动机研制过程中项目管理技术探究
摘要:航空工业的发展一直是各个国家探索和研究的核心部分,其直接体现出一个国家的科技综合水平以及国防实力的强弱。而航空发电机则是航空工业发展的关键环节,是一项具有复杂性和先进性工程技术类型,因此航空发动机的研制具有巨大的难度以及技术含量,为了实现其有效和持续性发展,一定要做好研制中的项目管理,下面,文章就针对航空发动机研制过程中项目管理技术进行探究,希望对其研制项目管理提供帮助。
关键词:航空工业; 发动机; 研制过程; 项目管理技术;
Abstract:
The development of aviation industry has been the core part of each country's exploration and research, which directly reflects a country's comprehensive level of science and technology and the strength of national defense. The aviation generator is the key factor of promoting the development of aviation industry, is a type is complex and advanced engineering technology, thus the development of aircraft engine has great difficulty and technology content, in order to achieve the effective and sustainable development,must be developed in the project management, below, in this paper, in view of the project management in the course of the development of aircraft engine technology, hope to help the development of project management.
Keyword:
aviation industry; engine; development process; project management techniques;
前言
在航空飞机中,发动机是其心脏,发动机质量直接对飞机飞行的可靠性和经济性具有巨大的影响。因为航空的发动机运行环境比较复杂,对发动机的性能要求也比较高,作为一项技术的密集型研制过程,一定要做好发动机的研制项目管理工作,而通过项目管理的技术是保证航空发动机有效研制的必要手段,如何在航空的发动机研制过程中采取项目管理技术,就是本文主要研究的内容。
1 航空发动机研制特点
对于航空工业来说,具有高投资、高技术、高风险和高附加值等特点,同样来说航空的发动机也是这样,且还具有研制的周期长以及耗资巨大等特点。典型发动机的研制周期一般约是8-14年,而发动机使用的寿命约是30年,随着研制时间增加,其研制的经费也不断增加,按照发动机的型号和研制条件不同性,一般一台先进性大中型的航空发动机研制,经费达到了15-30亿的美元金额。因此,在对航空的发动机研制中需要国家长期和稳定的支持,还需要制定长期技术研究的计划以及短期内专项技术研究的计划,从而为发动机的研制进行充足技术储备保障的提供[1]。
2 航空发动机研制过程中项目管理常见问题
2.1 项目管理组织结构的不完善
在航空的发动机进行制造中,很多企业都是通过职能式管理的方式进行,此组织管理模式往往具有复杂性的管理关系,涉及有所属的单位、总部的机关和供应商等部分,因此工作的界面存在交叉的情况。在项目的实施中,难免会出现一些矛盾或者不协调工作的情况,比如,在研制中存在工作责任的主体和技术责任的不明确现象,一些供应商的管控比较缺失,另外还存在协调渠道的不通畅等情况[2]。
2.2 计划管理工作存在不理想
计划管理是航空发电机研制质量的必要保障手段,但是在实际的项目计划管理中还存在不理想的情况。首先,在试制的任务量中存在估计的不足情况,而在实际的工作开展中,常出现因为研制设计不够成熟而造成试制设计不断发生更改,进而导致制品以及已制品出现很多的报废,这就使生产任务量发生剧增。同时,在存在计划安排的不科学情况,在进行生产计划编排中,需要对制造顺序和工程设计技术的状态进行综合考虑,但在科研的过程,项目工艺和设计等存在技术的不成熟,而在生产中出现反复,导致实际生产的状况和计划生产存在很大的偏离[3]。另外,在生产工作中存在对进度控制的缺乏,由于没有对试制的周期、部件台份数和技术难度等进行综合考虑,导致试制的周期和进度没有得到有效控制。
2.3 流程管理存在漏洞
要想保证项目管理有效的落实和实施,流程管理至关重要,需要根据系统设计情况,确保业务的流程顾客具有明确性,通过最简单和最直接的方式来满足顾客需求。为了保证研制工作的质量,对型号研制的初期往往会进行管理程序以及规定进行编制,但在实际的管理中,还常见故障和质量等问题处理的缓慢情况,一般都是因为各个单位工作存在质量对接的不清晰而导致的;同时还存在管理流程有效性的缺乏,零件一般都是已完成加工后,其正式的更改才会到厂,造成已制品的报废情况;另外,对流程缺乏有效的跟踪管理,在流程文件的实践执行中,一般都是之前进行编制,但对后期人员存在变更和岗位调整等情况,并没有实施统一的组织和完善,导致流程执行和跟踪有效性的不足。
3 航空发动机研制过程中项目管理技术
3.1 明确项目管理组织结构
在对航空发动机进行研制中,首先就需要和现阶段航空工业管理体制进行结合,进而将项目管理的经验当作依据,从而实现组织机构的构建符合航空的发动机实际研制项目特点,并且还要组织各个部门人员进行工作团队的建立,明确相应工作内容和职责。同时,在实际试制项目的管理中,还要进行协调机制的建立,保证各个管理组织具有良好的沟通和协调渠道,保证信息高效传递和迅速处理[4]。另外,还可以进行信息通报制度的建立,项目管理部门把重要工作的进展信息和存在问题等进行通报,这样便于对项目管理实时情况进行掌握,还便于对其存在困难实施有效的处理。
3.2 完善WBS计划管理
在计划管理中,可以将项目的WBS当作试制计划依据基础,先根据项目的总范围对试制范围进行确定,后将研制的WBS当作基础,对试制的WBS进行研究和制定,从而把试制的工作层层实现细节化分解,便于工作有效的执行。然后,需要对试制任务关键的路径进行查找,根据已形成试制的WBS和稍高试制的业务模块进行层接,并进行科学试制计划的制定。另外,再做好对计划控制的管理实施完善,此过程主要对工作的进度实施监督,根据和计划存在不符的情况及时进行措施的采取,从而确保项目能够依照预期计划执行和完成,在项目进度的监控中,主要通过周月的例会、项目执行的状态报告等方式。最后,对试制任务实施优化和备份处理,在对试制任务进行优化中,主要对试制的任务量进行减少,对试制的任务进行合理编排。在对试制的任务量减少中,不仅需要对设计的成熟度进行提升,还要对研发试制的任务量进行减少,对项目研发的每项试制任务实施全面考察,对其必要性进行分析,实现最少试制来对任务要求进行满足[5]。
3.3 规范项目流程管理
在项目流程管理中,想要实现对项目流程全过程的有效管理,需要做好对项目流程的规范化管理。对于存在的生产或者质量问题,一定要加快处理的进度和效率,对生产中存在的质量问题实施有效的分析和分类,对不同的类别以及性质问题进行相应处理流程和标准的制定,从而便于问题的及时有效处理。同时,为了保证生产管理具有良好的效率,需要确保流程管理有效性,做好技术状态的固化处理,避免出现管理信息的不同步而造成生产报废情况[6]。另外,在完成管理流程的制定后,还需要对流程的执行进行规范化培训,保证流程有效执行,并且还需要具备流程跟踪完善的观念,通过实践发展对其流程实施科学改进和调整,保证流程管理发挥应有作用。
4 结束语
综上所述,航空发动机的研制是一项艰巨的任务,在实际的项目管理中也存在一定的问题,为了保证航空发动机的高质高效研制,需要正视其管理问题,并合理规范借助项目管理技术实施管理活动的开展,这也是航空发动机的研制中需要重点关注的内容。
参考文献
[1] 高文杰.基于航空发动机验证机研制程序的工作分解技术研究[J].中国高新技术企业,2017(1):7-9.
[2] 高峰.航空型号研制项目的计划与技术管理解析[J].信息化建设,2016(3):272.
[3] 周磊,赵雪红,何秀然.航空发动机综合监控管理系统应用研究[J].航空工程进展,2018,9(Z1):159-163.
[4] 于海顺,赵娜,史妍妍,等.航空发动机工作分解结构(WBS)构建方法[J].航空发动机,2018(3):163-163.
[5] 张秦牛.挣值管理在商用航空发动机项目管理中的应用[J].财务与会计,2016(1):58-60.
[6] 黄素清.民用航空发动机研制过程中项目管理技术研究[J].城市建设理论研究(电子版),2015(35):3290.
文献来源:付航.航空发动机研制过程中项目管理技术探究[J].科技创新与应用,2020(03):187-188.
航空毕业论文导师精推范文10篇之第一篇:航空发动机叶片加工变形因素分析及控制研究
摘要:叶片是航空发动机中的重要零件,其加工质量直接影响航空发动机的综合性能。但在叶片实际加工过程中,在多种加工因素的影响下,很容易出现加工精确度难以达到预设要求的现象,这种问题势必会影响发动机的性能,削弱现实价值,严重时会影响发动机的使用安全。鉴于此,文章结合航空发动机叶片加工现状及诱发加工变形因素的基础上,对相关控制措施作出研究与分析,以期与同行分享实践经验。
关键词:航空发动机; 叶片加工; 变形因素; 控制措施;
Abstract:
Blade is an important part of aero-engine, and its processing quality directly affects the comprehensive performance of aero-engine. However, in the actual machining process of the blade, under the influence of a variety of processing factors, it is easy to meet the preset requirements of machining accuracy. This problem is bound to affect the performance of the engine and weaken the practical value. In serious cases, it will affect the safety of the engine. In view of this, on the basis of the present situation of aero-engine blade processing and induced machining deformation factors, this paper studies and analyzes the relevant control measures in order to share practical experience with peers.
Keyword:
aero-engine; blade processing; deformation factors; control measures;
压气机是航空发动机的重要构件,压气机内的叶片级数多,数量大。在以上数目庞大叶片的支撑下,发动机才能更有效的将多种功能充分发挥出来。性能良好的叶片完成发动机对空气的压缩和膨胀,利于以上作用形成产生飞行动力,在飞行动力支撑下飞机得以正常运转。鉴于叶片具有数量大、形状多样的特征,加工实践中,造成叶片形体发生改变的因素也众多。如何制造出质量合格的发动机叶片是加工中的重点,核心工作的是减少或规避影响因素。
1 航空发动机叶片加工现状
近些年,我国材料学、工程学相关技术有很大发展,很多高新基础材料被用于航空发动机制造领域中,这对发动机制造行业步入一个新台阶有较明显的促进作用,制造叶片的材料也有很大改观,金属基、陶瓷基复合材料逐渐将钛合金、镍基高温合金取而代之[1]。还也拓展了叶片的扭角范围,并朝着超薄方向“进军”,在这样的工况下,对叶片外部轮廓加工精确度与表层加工质量提出更高的要求,因为大批量使用了五轴联动数控机床并且数控编程理论研究深度的拓展,有益于提升高刚性复杂曲面叶片加工的精确度。
2 航空发动机叶片加工变形因素分析
2.1 切削力导致的“让刀”变形
在机械加工进程中,刀具与加工零件两者在运动过程中产生切削力,故而加工零件形体改变的概率也会相应增加,航空发动机叶片加工也亦如此,构件变形问题难以完全规避。并且目前叶片加工时采用薄壁的弱刚性材结构,在切削力作用下,该种材料出现“让刀”变形的风险会相应增加[2]。因为航空发动机叶片造型复杂,加工难度较大,这也造成在加工期间,不同位置承受的“让刀”变形量大小有别,多数情况下叶片叶尖与进排气边位置的变形量较大,而其他部位的变形程度相对轻微,这是造成航空发动机叶片加工过程中易出现不匀称性变形的主要原因,这种不均称性变形最终会降低产品加工的精确度。
2.2 装夹导致的变形
固定装夹是发动机叶片加工的首要步骤,在这一过程中会使叶片形体发生不同程度的改变。从某种程度上分析,装夹变形为叶片加工期间不能彻底规避的一种变形因素,在加工普通零件时,其形成的影响偏小,但对于航空发动机叶片这一特殊零件而言,其形成的影响是不可忽视的。为提升叶片的刚性,通常会在确保叶片100%被定位夹紧的状态下,增加对叶片的辅助支撑力,进而间接性的增强其刚度,保证产品刚度、强度指标符合航空事业发展需求。以上操作仅能满足航空发动机叶片最基本的加工精度要求,取得的加工效果也是可观的。但是将以上装夹固定方法导入生产制造实践中,势必会诱导新的装夹误差,特别是那些对精度提出严格要求的叶片,装夹误差形成的影响是显而易见的,这是加工实践中应着重控制的因素之一[3]。
2.3 刀具磨损诱发的变形
刀具被磨损属于工业生产现场中的常见现象之一,特别是对于钛合金或镍基高温合金,磨损现象更为显着,以上两类材料是航空发动机叶片生产中大规模使用的材料类型。在切削期间若刀具变形,则固然会干扰到加工切削的常态,进而造成加工中叶片型面与加工质量整体偏低,也会降低叶片表面的硬度与残余应力,这些残余应力还会在叶片加工后出现较明显的残余应力变形,此时型面加工精确度与质量会同步降低。
3 控制航空发动机叶片加工变形因素的有效方法
3.1 利用装夹形式控制叶片变形
在叶片加工期间,由切削引起的“让刀”变形情况难以完全规避,为了将其对产品加工质量形成的影响降至最低水平,最简洁、直接方法就是对叶片实施定位装夹或辅助支撑,其能间接提升叶片的刚性指标,进而实现降低叶片受力变形情况发生的风险。当下,在很多加工企业生产中,多采用以上两种形式保证受力变形控制的有效性。通过深度分析在悬臂装夹与双端装夹两种不同状态下叶片的变形与对应的分布规律,结果发现采用双端过定位辅助装夹能更有效的增强叶片抗受力变形的能力,能够使高温合金叶片的铣削加工变形量<0.05mm。在长期的实践中指出,可以采用叶片根部装夹,叶尖位置进行顶尖支撑,并在数个支撑螺杆的协助下实现对叶身型面的有效支撑,这是明显提升叶片铣削加工刚度的方法,实现对叶片“让刀”变形问题的有效规避。
为有效减少与规避由过定位装夹或辅助支撑装备诱导的加工偏差而降低产品的精确度,有研究人员建议采用低熔点合金对叶片行全面包裹支撑的方法,实质上就是将融化的低熔点合金浇灌于叶片型面周边,发挥辅助支撑的作用。低熔点合金的优势在于融化温度低,可有效规避在受力因素作用下叶片发生变形,有益于提升加工的精确度。但低熔点合金易污染叶片表面,后续清洗阶段流程复杂,且易对生态环境形成较明显的污染,故而该种辅助支撑方法不易推广。整体分析,采用夹具及辅助支撑法在控制叶片“让刀”变形问题方面体现出较好效能,但叶片过定位装夹变形的情况难以完全规避,在具体实践中,应结合叶片加工精度的要求去设定夹具及辅助支撑对应的精确度。定位装夹与支撑在控制残余应力变形方面表现出力不从心,但其可以被用在残余应力变形较小的叶片产品加工领域中。
3.2 优化工艺及加工参数去控制叶片变形
(1)采用加工余量配置调整产品加工工艺,有益于提升叶片加工的刚性:刚性偏低是诱导叶片出现加工变形的主要原因之一,以工艺手段为支撑,提高叶片刚性是规避形变的有效方法之一。以往采用的加工方法是逐层去除叶片余量,最近几年中国内有学者提出提高加工余量补偿的形式对控制变形问题,并以叶片原始截面线为基础,打造出精加工型工艺模型,这样去保证精加工整体余量恒定状况下,提升叶片产品的加工刚度水平,这在很大程度上能减少弯曲和扭转变形量。
(2)针对叶片残余应力变形,采用对称加工工艺与自适应夹具予以控制。面铣削加工是叶片的常规加工工艺,即对叶盆或叶背部位先行加工,继而对另一侧面进行加工。在这种工艺条件下,叶盆、叶背型面的加工表面残余应力两者并没有形成“平衡杠杆”,对叶片型面弯扭变形情况的发生有显着的促进作用。
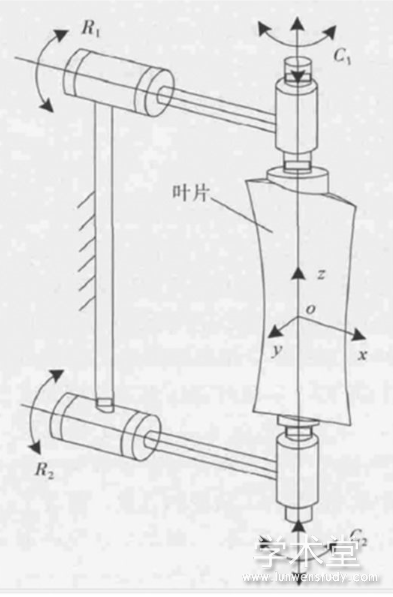
建议在叶片加工中采用双臂回转机构给叶片两端的圆柱榫头供应六个运动自由度,其作用是保证加工期间形成(如图1所示),实现叶片在加工过程残余应力变形情况后释放的时效性,还能在短时间内再次夹紧叶片,以此方式确保叶片加工期间始终维持内部无应力作用的装夹状态,即便是在加剧与辅助装备移除后也能确保叶片产品加工精度和装夹时无显着差异,这是实现对叶片残余应力变形问题控制的有效方法之一。
图1 无应力装夹原理
(3)优化工艺参数去减少叶片的形变。在叶片加工过程中,过定位装夹和辅助支撑法难以实现对结构变形问题的绝对控制,为弥补如上不足,并更有效提升叶片外部轮廓加工精度,有研究人员对其他变形控制辅助及加工工艺流程、参数优化作出较深度分析。在他类加工条件和辅助工艺不变的工况下,优化加工参数是他类变形控制办法实施的基础,若能从多个维度去优化片加工参数及工艺条件,能从根本上保证叶片加工的精确度,并为后期加工变形问题有效规避创造优势条件。在大量试验中,摸索刀具走刀轨迹、切削参数等对叶片加工变形的影响规律,进而设定最优良的叶片加工对应的工艺条件与参数,其有益于进一步提升叶片产品加工的精确度。
3.3 使用超硬磨料砂轮加工
针对一些对精确度提出较高要求的叶片,在加工时,可以使用超硬磨料砂轮将传统切削加工法取而代之,其能较好回避由刀具磨损带来的变形误差。超硬磨料砂轮用于钛合金、镍基高温合金加工领域中,其发挥自身效能的主要形式是连续性、微量化磨削加工叶片表层,减少被加工材料所承受的变形量,对提升产品加工精度是百利而无一害的。
4 结束语
航空发动机叶片加工实践中,对加工质量及精度均提出较严格的要求,因为其加工质量关系着发动机的运转效率与寿命。故而,应立足于当下叶片加工实际状况,总结造成叶片变形的主要因素,加强控制力度,在先进、科学加工方法的支撑下,持续完善加工形式,进而真正提升产品加工精度,确保自身实用价值充分发挥。
参考文献
[1]张小青,郝清龙,李占朝.反向分段加工变形控制方法在叶片加工中的应用[J].工具技术,2019,53(07):36-39.
[2]徐春广,马朋志,肖定国,等.航空发动机叶片机械手无损检测技术[J].航空制造技术,2019,62(14):42-48.
[3]黄智,李超,宋瑞,等.航空发动机叶片型面加工误差可视化方法研究[J].推进技术,2019,40(01):184-191.
文献来源:陈亚莉,李翊萌.航空发动机叶片加工变形因素分析及控制研究[J].科技创新与应用,2020(02):97-98.