机电一体化是由计算机技术、信息技术、机械技术、电子技术、控制技术、光学技术等相融合构成的一门独立的交叉学科。机电一体化主要发展方向为智能化,模块化,网络化,微型化,系统化等。本文围绕机电一体化提供几篇优秀机电一体化论文范文供大家参考。
范文一:
摘 要:本文主要通过分析机电一体化,探讨 PLC 在机电一体化生产设备中的应用,旨在为我国生产制造业提供参考。
关键词:PLC 机电一体化 生产系统
计算机和微电子技术的发展直接促进了机电一体化生产时代的到来,在机械制造中应用 PLC 技术可以最大程度地减少劳动成本,提高机械制造和机电一体化生产效率,最终促进机械工业产品结构、技术结构和生产方式的升级。对机电一体化进行分析,针对 PLC 在机电一体化系统的应用展开讨论具有重要的现实意义。
1、机电一体化的发展方向
机电一体化最早在日本的《机械设计》杂志上被提出,随着计算机应用技术的不断发展,机械一体化技术逐渐成熟,得到机械制造行业普遍的认可。机电一体化是将计算机应用技术引入机构动力、信息处理和控制等。使机械生产过程中的各个环节能够有机结合,推动机电一体化呈现多种方式的发展。机器人及数控机床智能化有力地证明,当下机电一体化正朝着智能化的方向发展。在模块化的基础上,产品的研发速度会得到很大幅度的提升,还能在一定程度上扩大机电生产的规模,机械制造企业应根据机电一体化的实际需求,制定相关的标准,保证机电一体化逐渐走向模块化。绿色节能已成为时代的主题,所以机电一体化产品也必须符合绿色环保的理念,保证机电一体化产品在使用的过程中,不会对环境造成不良影响,最终还要保证机电一体化产品在使用寿命终结时,能够有效地回收利用。此外机电一体化产品的体积越来越小成为趋势,不但可以最大程度降低能源的消耗量,还能有效提高产品使用的灵活性,机电一体化产品正朝着微型机器和微观领域发展。
2、PLC 在机电一体化生产中的应用分析
2.1、PLC 在机电一体化生产中的运动控制
PLC 系统的组成主要包括硬件结构、软件结构、现场拓展结构,PLC 机电一体化生产系统中的应用主要依靠各个部分的组合作用,使控制性能充分发挥。PLC 进行输出和输入模块设计时,为方便进行模块的替换,要配置相似的模块。
PLC 对设备连接主要是利用远程的 I/O 柜,并且系统的备用容量要达到一定标准。开关量 I/O 模块实现对执行机构和位置传感器的连接,选择专用的控制模块对直线运动或圆周运动进行有效控制。从目前的生产状况来看,PLC 的生产厂家对 PLC 的运动控制功能格外的重视,在具体机械制造过程中,机器人、电梯和装配机械等十分重视对 PLC 运动控制的应用。
以电梯为例,设置4层电梯自动控制演示板,如图1所示。
在上行的过程中,电梯上行的要求是当电梯停于 1 楼(1F)、2F 或 3F 时,4 楼呼叫,则上行到 4F 行程开关后停止;电梯停于 1F 或 2F,3F 呼叫时,则上行到 3F 行程开关控制停止;电梯停于 1F,2F 呼叫,则上行到 2F 行程开关控制停止;电梯停于 1F,2F、3F 同时呼叫,电梯上行到 2F,停 5s,继续上行到 3F 停止;电梯停于 1F,3F、4F 同时呼叫,电梯上行到 3F,停 5s,继续上行到 4F 停止;电梯停于 1F,2F、4F同时呼叫,电梯上行到 2F,停 5s,继续上行到 4F 停止;电梯停于 1F,2F、3F、4F 同时呼叫,电梯上行到 2F,停 5s,继续上行到 3F,停 5s,继续上行到 4F 停止。这里的呼叫、行程开关的控制都是通过 PLC 来实现的。
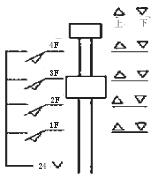
图 1 电梯模拟控制板
2.2、PLC 在机电一体化生产中开关量逻辑控制
PLC 的硬件结构可变,软件程序可编辑,应用于控制时十分灵活。必要时,可编写多套或多组程序,依需要调用。PLC 适应于工业现场多工况、多状态变换的需要,所控制的逻辑问题可以是多种多样的,组合的或时序的、即时的或延时的、不需计数的或需要计数的、固定顺序的或随机工作的等均可进行。随着 PLC 在机械制造生产中的广泛应用,PLC控制系统逐渐取代了继电器控制系统,对机械制造生产过程中的运输带、机床、冲床等机械设备实现了逻辑性控制。随着 PLC 控制技术的不断发展,化工领域中电磁阀控制、冶金工业高炉上料系统都得到了科学有效的控制。在机械制造的CNC 机床数控系统中引入 PLC 可提高数据处理的性能,能利用可编辑控制器提高逻辑处理任务的有效性。可编程控制器可以连接数据系统微处理器和机床强电控制,保证机电一体化产品生产的可靠性和稳定性,为机械制造产业中的经济型数控机床和普通型机床数控改造提供发展的空间。例如,针吸式穴盘自动播种机引入 PLC 控制系统可实现对电气系统的有效控制,最大程度降低了针吸式穴盘播种机结构的复杂性,保证系统运行稳定和高效,当设备出现故障时可及时发现故障的所在位置,并进行维修管理。
2.3、PLC 数据处理技术
随着计算机应用技术的发展,可编程逻辑控制器的功能实现多样化,可实现包括矩阵运算、函数运算和逻辑运算在内的一系列数学运算。引入PLC 控制系统还能进行有效的数据转换和传输,在计算机信息技术的基础上实现对数据的存储。当机械设备出现故障造成数据丢失或损坏时,备份数据能及时解决数据问题。在PLC 系统的功能中,控制功能可根据已经获得的数据,进行数据的调节和数据的反馈,使得调节后的数据能够实现预期功能对数据参数信息的要求。设备根据设定的时间顺序运行或停止工作,实现时间顺序的控制首先要对 PLC 程序进行设置,然后对连锁顺序采取一定的保护措施,保证设备可安全可靠的运行。
例如,近来发生多起电梯安全运行事故,其中门系统事故占80%左右,冲顶或蹲底事故占15%左右,其他事故占5%左右。门系统事故占电梯事故的比重最大,发生也最为频繁。门系统事故发生率最高是由电梯系统的结构特点造成的,电梯的每一次运行过程中开门动作两次,关门动作两次,使门锁工作频繁,老化速度快,久而久之,造成门锁机械保护装置动作不可靠。门系统可以利用 PLC 的计数功能在达到使用寿命时实现从技术上提醒更换、复位,否则系统会停止运行,即可减少多起事故。
2.4、过程控制和通信网络
过程控制需要以模拟量作为一个重要的指标,机械制造产业中,设备的通电电压、电流等物理量就是模拟量。模拟量的输出可保证控制系统有效地展开相关作业。机电一体化生产中,可编程逻辑控制器通信是一个重要的组成部分,可编程逻辑控制器通信又可分为可编程逻辑控制相互间的通信和可编程逻辑控制器和其他智能设备间的通信。在计算机控制技术发展的基础上,可编程逻辑控制器通信已在机电一体化系统中出现专属的网络系统,对 PLC 在机电一体化生产设备统中的应用发挥着积极作用。
3、结语
PLC 技术能够提高机械制造和机电一体化生产的效率,促进机械工业产品结构、技术结构、和生产方式的升级。所以机械制造产业应抓住 PLC 的发展方向,在控制设备中积极引入 PLC 技术,加快机电一体化的进程,为我国生产制造业水平提供有效的技术支撑。
参考文献
[1] 唐兵西 . 讨论 PLC 在机电一体化生产系统中的应用 [J]. 城市建设理论研究,2014,(8).
[2] 黄珍玲 . 探讨 PLC 在机电设备一体化生产系统中的应用 [J]. 城市建设理论研究,2014,(12).
[3] 易正辉 .PLC 在机电一体化生产系统中的应用分析 [J]. 科技创新与应用,2014,(31):98.





